КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Линии выработки мелкоштучных и булочных изделий
|
|
|
|
Для производства обыкновенной и выборгской сдобы и других улучшенных мелкоштучных изделий на предприятиях малой производительности применяются линии с механизацией отдельных процессов: тестоприготовления с дозированием сырья, тесторазделки, предварительной и окончательной расстойки. Формование и раскладка тестовых заготовок на листы, посадка их в шкаф окончательной расстойки, а затем в печь и последующая выемка изделий из печи и отделка поверхности (обсыпка сахарной пудрой, смазка помадой и др.) производятся вручную.
Более высокая степень механизации характерна для поточных линий выработки мелкоштучных и булочных изделий, используемых в специализированных цехах хлебозаводов.
Линия производства сдобы и булочной мелочи (рис. 165) имеет механизированные операции, начиная от приготовления теста и кончая укладкой готовой продукции в лотки.
Приготовление теста производится на двух кольцевых конвейерах 1 и 2 в дежах емкостью 140 л. Каждый конвейер оборудован специальным автоматическим весовым дозатором для дозирования муки и жидких компонентов, а также тестомесильной машиной 3 с механизмом для подъема и вращения дежей.
Выгрузка опары из дежей опарного конвейера и загрузка ее в дежи тестового конвейера, а также загрузка готового теста в тестоделительную машину производятся с помощью двух опрокидывателей 4 и 5. После выгрузки теста дежи очищаются от его остатков дежеочистителем 6.
Куски теста, полученные в тестоделительной машине 7 развесом до 115 г, поступают в округлительную машину 8, а затем в шкаф 9 для предварительной расстойки. После предварительной расстойки тестовые заготовки поступают в соответствующий каждому виду изделия тестоформующий механизм 10, где они формуются по пять штук в ряд; затем с помощью выгрузочного механизма 11 тестовые заготовки подаются в шкаф 12 для окончательной расстойки; в этом шкафу регулирование продолжительности расстойки достигается перемещением механизма, переталкивающего листы с тестовыми заготовками. Из шкафа для окончательной расстойки листы с изделиями переталкиваются механизмом 13 на подики тупиковой печи 14. Одновременно листы с изделиями выгружаются из печи на транспортер, который подает их в машину 15 для укладки готовой продукции в лотки.
|
|
|
После освобождения от изделий листы поступают в машину 16 для очистки и смазки, а затем по транспортеру возвращаются в тестоформующую машину для загрузки.
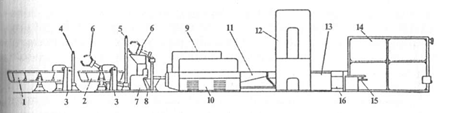
Рис. 165. Схема поточной линии производства сдобы и булочной мелочи
Линия изготовления слоеных булочных изделий используется для выпуска изделий широкого ассортимента с различными начинками массой от 0,07 до 0,11 кг.
Тесто из тестомесильной машины интенсивного действия после выбраживания в тестовом бункере ковшовым транспортером подается в бункер формовочной машины, к которой подключены холодильные коммуникации. Из этой машины тесто, в виде полосы охлажденного слоеного теста, направляется в установку для разделки слоеного теста, где происходят двойная поперечная раскатка полосы теста, его размораживание с помощью горячего воздуха, продольная и поперечная раскатка, выдача начинки и ручная формовка изделий.
Хлебопекарные листы с тестовыми заготовками с участка ручной формовки по верхнему транспортеру поступают на стол загрузки и конвейерный шкаф, где они объединяются по 3 шт. и сажаются на двухярусные люльки расстойного шкафа. Продолжительность расстойки около 120 мин. Из расстойного шкафа листы с тестовыми заготовками передаются на участок отделки изделий для меланжирования и обсыпки орешками.
|
|
|
Перед загрузкой в печь листы снова комплектуются по 3 шт. на столе, а затем пересаживаются на под туннельной печи. С ленточного транспортера работница вручную сбрасывает изделия в лоток, установленный на штабелере, а пустые листы укладывает на цепной транспортер для подачи в машину очистки и смазки. После этого они транспортером подаются на участок укладки листов.
Наиболее широкий ассортимент мелкоштучных изделий можно вырабатывать при использовании в составе поточных линий оборудования для приготовления теста в подкатных дежах. В механизированной линии выработки мелкоштучных изделии
(рис. 166) достигается рациональное сочетание широты ассортимента продукции и высокой производительности.
В состав линии входят: тестоприготовительное оборудование, дсжеопрокидыватель 1, делительно-округлительная машина 2, агрегат для формования тестовых заготовок 3, укладчик 4 тестовых заготовок на листы, посадчик листов 5 в шкаф расстойки, конвейерный шкаф окончательной расстойки 6, посадчик листов 7 на сетчатый под туннельной печи 8. В конце линии предусмотрены установка 9 для ориентирования листов, машина 11 для чистки и смазки листов, транспортер 12 для возврата листов к месту загрузки, накопитель листов 13 и транспортер 10 для готовых изделий.
Для приготовления теста в линии использованы тестомесильные машины с подкатными дежами. После перегрузки теста в воронку дслительно-округлительной машины 2, сформованные на агрегате 3 тестовые заготовки по 5 шт. в ряду транспортером подаются на механизм укладки 4, действующий по принципу убегающей ленты, с помощью которого перекладываются на листы. Листы с заготовками специальным механизмом 5 пересаживаются в люльки шкафа окончательной расстойки 6. По окончании расстойки листы автоматически перемещаются на под туннельной печи 8.
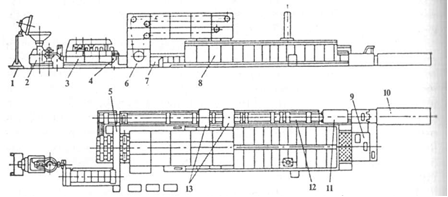
Рис. 166. Схема поточной линии производства мелкоштучных изделий
После выпечки листы с готовыми изделиями механически выгружаются из печи на ленточный транспортер 10, с которого производится перекладка изделий в лотки. Освободившиеся листы поступают в машину 11 для чистки и смазки и далее по транспортеру направляются к месту загрузки у тестоформующего агрегата.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 5270; Нарушение авторских прав?; Мы поможем в написании вашей работы!