КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способы уменьшения остаточных напряжений и деформаций
|
|
|
|
Выбор и описание сборочно-сварочных приспособлений, установок и технической оснастки
Для изготовления сварных конструкций высокого качества требуется правильная сборка и сварка деталей.
Применение сборочных, сборочно-сварочных приспособлений упрощает технологию сборки и сварки, снижает трудоёмкость сборочно-сварочных работ, уменьшает деформацию сварного изделия и упрощает контрольно-приёмочные испытания. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям:
1) быть удобным в эксплуатации;
2) обеспечивать проектные размеры изделия;
3) удовлетворять требованиям безопасности.
В данном дипломном проекте применяем механизм с приводом от гидроцилиндра для фиксирования переднего и заднего концов штрипса во время сварки в СО2.
Регулировка сварочного зазора осуществляется при помощи трёх регулировочных прокладок в соответст  вии с таблицей12.
вии с таблицей12.
Таблица 12. Регулировочные прокладки.
| Толщина штрипса, мм | Толщина прокладок, мм | ||
| №1 | №2 | №3 | |
| 10,03 | 24,20 | 29,20 | 24,85 |
Зазор не должен превышать 1,6 мм.
Для обжатия трубной заготовки после нагрева кромок током высокой частоты применяется сварочная клеть. Калибр сварочной клети для труб диаметром 245 мм образуется пятью валками: два верхних на планшайбе два боковых и один нижний. Все валки холостые.
Установка боковых валков производится при помощи калибр - шаблона. При необходимости изменения высоты бокового валка, под него подкладываются регулировочные прокладки. Регулировка высоты боковых валков в процессе сварки не производится. Регулировка зазора боковых валков во время настройки или в процессе сварки осуществляется от электродвигателя и винтовых пар.
|
|
|
Клеть с верхними валками применяется в сочетании со сжимающей клетью и служит для регулировки положения свариваемых кромок полосы. Верхние валки установлены на прямоугольной плите (планшайбе). Плита перемещается в вертикальном направлении по направляющей от электродвигателя через винтовую пару.
Верхние валки настраиваются на стенде вне стана по шаблону. После установки планшайбы с валками в клеть, регулируют её высоту при помощи червячного домкрата, предусмотренного в верхней части клети. Эта регулировка является предварительной, а окончательная настройка клети с верхними валками осуществляется вручную по калибр - шаблону совместно со сжимающей клетью при помощи червячного домкрата, установленного на планшайбе.
Также к сборочным приспособлениям можно отнести клети формовочного стана. Стан состоит из задающей клети, клети предварительной формовки, четырёх формующих клетей с открытым профилем калибра, трёх клетей с закрытым профилем и промежуточных клетей с вертикальными валками (эджерами).
Сварка, как и другие процессы обработки металлов (штамповка, литье, термическая обработка), вызывает возникновение в изделиях собственных напряжений. Собственными напряжениями называются напряжения, которые существуют в изделии без приложения внешних сил. Поэтому в самый начальный период создания сварных конструкций, при их проектировании, необходимо считаться с возможностью появления в них значительных остаточных деформаций и напряжений, которые могут изменить проектные формы и размеры. В тех случаях, когда изменение размеров конструкции выходит за пределы допустимых, приходится применять специальные меры по предотвращению или уменьшению остаточных сварочных деформаций и напряжений
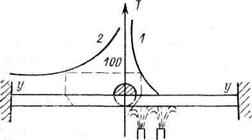
При высокочастотной сварке труб вследствие неравномерного нагрева и распределения тепла возникают внутренние напряжения, сопровождаемые деформацией. Интенсивное охлаждение сварного соединения приводит к сужению участка действия температур, вызывающих пластические деформации при сварке, и тем самым к понижению остаточных деформаций и напряжений. Это положение иллюстрируется кривыми распределения температур по оси Y. Характер распределения температур при искусственном охлаждении стыкового шва водой во время сварки показан на рисунке 2.3. (кривая 1). По кривой видно, что при интенсивном охлаждении участок пластической деформации соединения значительно уменьшается по сравнению с участком пластических деформаций соединения, выполненного без охлаждения (кривая 2) [1,стр.196].
|
|
|
|
Рисунок 3. Распределение температуры и размеры участков пластической деформации при искусственном охлаждении и без охлаждения.
Искусственное охлаждение для уменьшения остаточных деформаций может быть применено только при сварке низкоуглеродистых незакаливающихся сталей. При сварке закаливающихся сталей применение искусственного охлаждения для уменьшения остаточных деформаций недопустимо.
Подогрев(общий, а иногда местный) применяют для предотвращения напряжений и последующих деформаций при сварке. Подогрев снижает неравномерность распределения температур и тем самым может уменьшить или совершенно устранить действие основного фактора, вызывающего сварочные напряжения и деформации.
При сварке изделий из высокопластичных материалов, как, например, низкоуглеродистой или низколегированной стали, в обычных условиях применять подогрев для уменьшения местных пластических деформаций в зоне шва нет никакой необходимости.
Наиболее эффективным способом полного снятия напряжения является термическая обработка. Для снятия напряжений назначается высокий отпуск. При такой термической обработке сварочные напряжения снимаются за счёт того, что при нагреве предел текучести материала сильно падает и при Т=600°С близок к нулю; поэтому материал не оказывает сопротивление пластич еским деформациям, благодаря чему внутренние остаточные напряжения исчезают.
При сварке труб напряжения, возникающие в зоне шва, приводят к изгибу трубы (серповидность). Когда деформации выходят за пределы допустимых, возникает необходимость их исправления правкой. Сварочные деформации можно устранить механической правкой, которая заключается в растяжении сжатых участков деформированной трубы. Для устранения такого типа деформаций служит правильная косовалковая машина. Правка труб осуществляется знакопеременным изгибом, который получают за счёт смещения средней пары валков относительно двух опорных валков в сочетании со знакопеременным сплющиванием. Величина смещения средней пары валков должна быть такой, чтобы не приводила к искривлению прямых участков труб.
|
|
|
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1027; Нарушение авторских прав?; Мы поможем в написании вашей работы!