КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Восстановление деталей литьем под давлением
|
|
|
|
Подготовка детали заключается в проточке до удаления следов износа, обезжиривании и фосфатировании поверхности. Фосфатируют в растворе, содержащем 1 кг суперфосфата на 2 л воды. Детали опускают на 5...10 мин в кипящий раствор, затем их промывают в 5%-м растворе кальцинированной соды, в горячей воде и выдерживают в сушильном шкафу при температуре 130...150 °С в течение 8...10 мин.
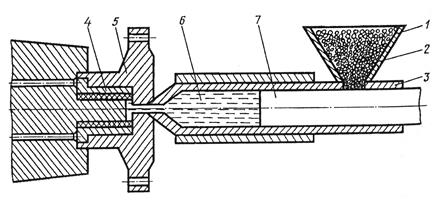
В загрузочный бункер 7 (рис. 11.2) литьевой машины засыпают полимерный материал 2, который затем подается в цилиндр 3. Там он нагревается до температуры 240...270 °С в течение 30...40 мин.
|
| Рис. 11.2. Схема восстановления деталей литьем под давлением: 1 — бункер; 2 — полимерный материал; 3 — цилиндр; 4 — деталь; 5 — пресс-форма; 6 — расплавленный полимерный материал; 7 — плунжер |
Деталь 4, нагретую до температуры 240 °С, устанавливают в пресс-форму 5, предварительно подогретую до температуры 80...100 °С.
При движении плунжера 7справа налево расплавленный полимерный материал б выталкивается из цилиндра За заполняет зазор между оформляющей поверхностью пресс-формы и изношенной поверхностью детали. Температура расплава должна быть на 20 °С выше температуры плавления материала, давление литья — 30...35 МПа, выдержка при давлении — 20 с.
После этого снимают давление, разбивают пресс-форму, извлекают восстановленную деталь, зачищают швы, удаляют облой и литниковую прибыль, проводят термообработку детали в масле при температуре 120...130 °С в течение 1,5...2 ч. Затем деталь охлаждают вместе с маслом до температуры 100 "С и на воздухе до комнатной температуры. Ее размеры следует проверять через 24 ч после литья под давлением.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1335; Нарушение авторских прав?; Мы поможем в написании вашей работы!