КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварочные проволоки
|
|
|
|
СВАРОЧНЫЕ МАТЕРИАЛЫ
Сварочными или присадочными материалами называются материалы, обеспечивающие возможность протекания сварочных процессов, получения качественного сварного соединения. При электрической сварке плавлением применяются сварочные материалы различной формы, состава и назначения.
Сварочные проволоки, стержни и пластины
Сварочная проволока, а также плавящиеся и неплавящиеся электрод, служат для подвода электрического тока в зону сварки. Кроме того, сварочные проволоки, плавящиеся электродные стержни, пластины и ленты, расплавляясь в процессе сварки, служат дополнительным металлом, участвующим в образовании шва.
При сварке под флюсом и в защитных газах, а также при ЭШС применяется сварочная проволока без покрытия. При ручной дуговой сварке проволоку рубят на стержни длиной 350…400 мм, и на их поверхность наносят покрытие (называются сварочными электродами). Применяются также литые электродные стержни при сварке цветных металлов, чугуна и в некоторых специальных случаях. Сварочная проволока должна иметь поверхность гладкую и чистую без ржавчины и окалины, масла и других загрязнений.
По виду поверхности проволока подразделяется на неомедненную и омедненную. Омедненная проволока улучшает электрический контакт между проволокой и токоподводящим устройством и снижает возможность ее ржавления. Для предотвращения загрязнения проволока упаковывается в водонепроницаемую бумагу. Обернутые в бумагу мотки, бухты или катушки проволоки упаковываются при диаметре проволоки 0,3…0,8 мм в жесткую тару, выложенную слоем водонепроницаемой бумаги; при диаметре проволоки более 0,8 мм –
в полимерную или полиэтиленовую пленку или же в тарную ткань.
|
|
|
Сварочную проволоку следует транспортировать в чистых крытых вагонах, контейнерах или автофургонах, предохраняющих ее от загрязнений и воздействия атмосферных осадков.
Хранить сварочную проволоку нужно в сухих закрытых помещениях в условиях, не допускающих ее ржавления, загрязнения и механических повреждений.
Каждая партия проволоки снабжена сертификатом завода-изготовителя, в котором указаны марка проволоки, результаты химического анализа и других испытаний, масса и номер партии и т.д.
Проволоку стальную сварочную изготавливают по ГОСТ 2246-85 и по специальным техническим условиям. По ГОСТ 2246-85 проволока в зависимости от химического состава подразделяется на низкоуглеродистую, легированную и высоколегированную. по ГОСТ 2246-85 77 предусмотрено марок стальной сварочной проволоки диаметром 0,3…12 мм. Проволока диаметром до 5 м предназначенная для механизированного способа сварки, поставляется в мотках прямоугольного сечения, пригодных (без перемотки) для исполь-зования в сварочных автоматах и полуавтоматах (табл. 4.1).
Таблица 4.1
Размеры мотков проволоки для механизированной сварки
| Размер мотков, мм | Диаметр проволоки, мм | ||||
| 0,8…1,6 | 1,6…2,0 | 2,0…3,0 | 3,0 | 1,6…5,0 | |
| Наружный диаметр Внутренний диаметр Высота |
В условные обозначения марок проволоки входит индекс Св (сварочная) и следующие за ним цифры и буквы. Цифры за индексом (Св) указывают среднее содержание углерода в сотых долях процента. Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элемента (табл. 4.2) в про-центах.
Буква А на конце условных обозначений марок низкоуглеродистой и легированной проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. В проволоке марки Св – 08 АА содержится не более 0,02 % серы и 0,02 % фосфора. Обозначение проволоки, например, 3 Св – 08 А ГОСТ 2246 – 85. У проволоки с омедненной поверхностью – ставится буква О после марки проволоки. Буква Э – обозначает, что проволока предназначена для изготовления электродов. Буквы Ш, ВД, или ВИ обозначают, что проволока изготовлена из стали, выплавленной электрошлаковым переплавом или вакуумно-дуговым переплавом или же в вакуумно-индукционных печах соответственно.
|
|
|
Таблица 4.2
Условное обозначение легирующих элементов
| Элемент | Условное обозначение | Элемент | Условное обозначение |
| Азот Алюминий Бор Ванадий Вольфрам Кобальт Кремний Марганец | А* Ю Р Ф В К С Г | Медь Молибден Никель Ниобий Селен Титан Хром | Д М Н Б Е Т Х |
* только в высоколегированных проволоках
Проволоки Св–08, Св–08А и Св–0,8АА изготавливаются из кипящей стали. Св–08ГА, Св–10га И Св–10Г2 – из полуспокойной стали. Отличаются в основном друг от друга содержанием марганца, серы и фосфора (табл. 4.3).
В легированных сварочных проволоках содержится до шести легирующих элементов. Например, Св–15ГСТЮЦА, Св–08ХГСМФА. Проволоки Св–15ГСТЮЦА и Св–20ГСТЮА применяются без дополнительной защиты.
Таблица 4.3
Химический состав некоторых марок сварочной проволоки
| Марка проволоки | С, не более | Mn | Si | Cr | Ni | S | P | Al |
| Не более | ||||||||
| Св–08 | 0,10 | 0,35…0,60 | 0,03 | 0,15 | 0,30 | 0,040 | 0,040 | 0,01 |
| Св–08А | 0,10 | 0,35…0,60 | 0,03 | 0,12 | 0,25 | 0,030 | 0,030 | 0,01 |
| Св–08АА | 0,10 | 0,35…0,60 | 0,03 | 0,10 | 0,25 | 0,020 | 0,020 | 0,01 |
| Св–08ГА | 0,10 | 0,80…1,10 | 0,03 | 0,10 | 0,25 | 0,025 | 0,030 | – |
| Св–10ГА | 0,12 | 1,10…1,4 | 0,03 | 0,20 | 0,30 | 0,025 | 0,030 | – |
| Св–10ГА | 0,12 | 1,5…1,9 | 0,03 | 0,20 | 0,30 | 0,030 | 0,030 | – |
Проволоки, легированные кремнием и марганцем (Св–08Г2С,
Св–08ГС), применяются для сварки конструкционных сталей в окислительных защитных газах. Проволоки Св–08ХНМ, Св–08ХМФА, Св–08ХГСМФА и другие применяются для сварки низколегированных высокопрочных сталей. Проволоки других марок используются для сварки сталей, сходного с ними состава и для наплавочных работ.
При содержании в проволоке легирующих элементов более 6 % ее относят к высоколегированным. Например, Св–12Х13, Св–04Х19Н9, Св–07Х19Н10Б, Св–30Х15Н35В3Б3Т, Св–10Х23Н28М3Д3Т и др.
Стандарт ГОСТ 10543-82 регламентирует 30 марок проволоки для наплавки, из них 9 марок углеродистых, 11 легированных и 10 высо-колегированных.
|
|
|
Символ «Нп» означает, что проволока предназначена для механизированной наплавки. После символа «Нп» цифрами указано содержание углерода в сотых долях процента, затем буквами и цифрами – содержание других элементов.
Например, Нп–30 расшифровывается: проволока углеродистая для наплавки со средним содержанием углерода 0,30 % и содержанием других элементов до 2 %; проволока Нп–105Х расшифровывается: проволока для наплавки со средним содержанием углерода 1,05 % и хрома менее 2 %. В стандарте предусмотрены проволоки диаметром 0,3…8,0 мм. Например, полное обозначение проволоки для наплавки имеет вид: проволока 3Нп-105Х ГОСТ 10543-82.
ГОСТ 7871-75 регламентирует химический состав 14 марок тянутой и прессованой проволоки из алюминия от СвА97 до СвА5
(Al > 99,5 %), алюминиево-марганцевого сплава (СвАМn), алюми-ниево-магниевых сплавов (СвАМг3, СвАМг4, СвАМг5, СвАМг6 и др.), алюминиево-кремнистых сплавов (СвАК5, СвАК10, Св1201). Диаметры проволок от 0,8 до 12,5 мм.
Пример условного обозначения проволоки по этому ГОСТу:
2–СвАМг ГОСТ 7871-75.
ГОСТ 16130-85 регламентирует химический состав проволоки и прутков из меди и сплавов на медной основе для сварки, наплавки и пайки. Стандарт регламентирует 17 марок проволоки и 12 марок прутков. Символ «Св» не ставится. Диаметр проволоки 0,8…8,0 мм; прутков 6,0 и 8,0 мм.
Для сварки под флюсом применяются проволоки МТ, Бр Х07 и
Бр ХТ0,6-0,5; для газоэлектрической сварки – проволоки
МНЖКТ 5-1-0,2-0,2 и Бр КМц 3-1.
Проволока для сварки титана
ВТ-1 – содержат до 0,05 % С; 0,3 % Fe; до 0,05 % S; 0,15 % кислорода; 0,04 % азота и 0,01 % водорода.
Химический состав сварочной проволоки для сварки титановых сплавов выбирают исходя из соображений обеспечения прочностных и других свойств сварных соединений.
Порошковая проволока представляет собой трубчатую, часто сложного внутреннего сечения проволоку, заполненную порошкообразным наполнителем (рис. 4.1).

а б в г д е
Рис. 4.1. Поперечные сечения порошковых проволок:
а – простая трубчатая; б – с одним загибом оболочки; в – с двумя загибами оболочки;
|
|
|
г и д – фигурная с повышенной долей металла; е – из трубки сплошного сечения
(бесшовной)
Порошкообразный наполнитель имеет состав, соответствующий покрытиям основного типа с соотношением его массы к массе металлической оболочки в пределах 15…40 %.
Порошковая проволока позволяет создавать газовую и шлаковую защиту металла сварочной ванны от воздуха, обеспечивает легирование металла шва и его очистку от вредных примесей. При сварке порошковой проволокой содержание азота обычно не превышает 0,02…0,025 %, что характеризует надежность защиты сварочной ванны от атмосферного воздуха.
Порошковая проволока применяется как для сварки, так и для наплавки. Широко применяется для сварки низкоуглеродистых и низколегированных сталей и наплавочных работ, что обусловлено возможностью варьирования химического состава и массы наполнителя – порошкообразной шихты, обеспечивающей высокое качество сварных соединений.
Порошковую проволоку изготавливают из ленты (рис. 4.2).
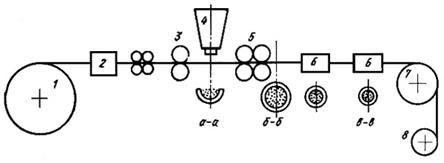
Рис.4.2. Последовательность техпроцесса изготовления
порошковой проволоки
Легкодеформируемая лента из рулона 1 подается в специальное очистное устройство 2, откуда поступает в ролики 3, предварительно деформирующие из ленты желоб (сечение а – а). Затем из дозатора 4 желоб наполняется шихтой, попадает в ролики 5, в которых формируется сечение проволоки (сечение б–б и в–в), проходя через фильеры 6, проволока деформируется до меньшего диаметра (2,0…2,5 мм), проходит через волочильный барабан 7 и наматывается на кассету 8.
Для изготовления проволоки меньшего диаметра в последние годы разрабатывают процессы изготовления порошковой проволоки из стальной пластичной сплошного сечения трубки. Трубку необходимого состава предварительно заполняют порошковым наполнителем, а затем через фильеры уменьшают ее диаметр до 1 мм.
Неплавящиеся электроды – угольные, графитовые, вольфрамовые, циркониевые и гафниевые. Все эти материалы относятся к группе тугоплавких. Неплавящиеся электроды служат только для поддержания горения дуги и поэтому должны обладать высокой стойкостью при высоких температурах (расход их должен быть минимальным).
Основные марки порошковых проволок и их название приведены
в табл. 4.4.
Таблица 4.4
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1106; Нарушение авторских прав?; Мы поможем в написании вашей работы!