КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет 16. 1.сталь 15ХСНД – низкоуглеродистая среднелегированная сталь
|
|
|
|
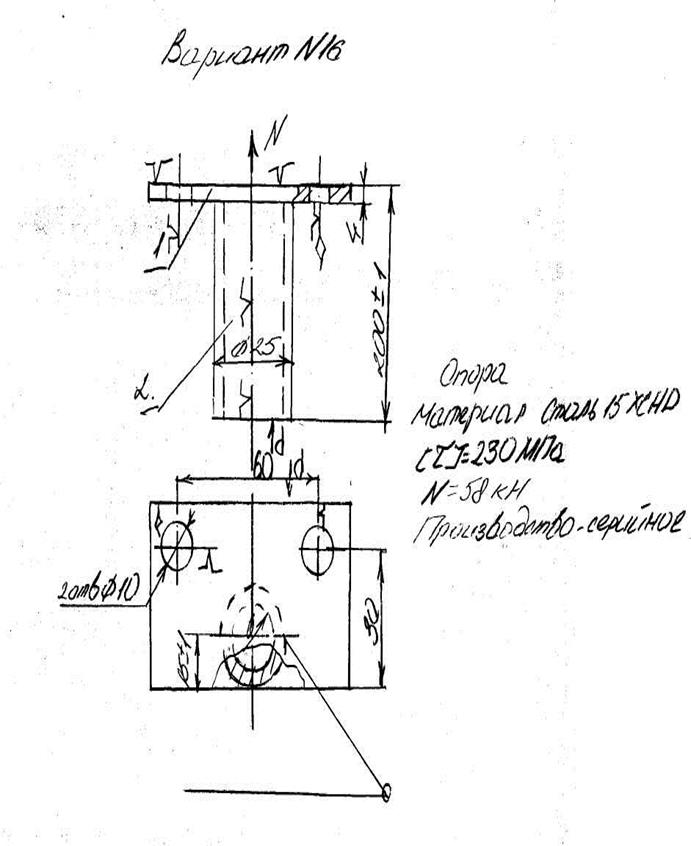
1.сталь 15ХСНД – низкоуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами, есть малая вероятность возникновения горячих трещин из-за попадания вредных примесей или ликвации сварного шва, что можно преодолеть повышенной защитой дуги. Холодные трещины маловероятны, но есть вероятность хрупкого разрушения при значительных динамических нагрузках. Поэтому на ответственных конструкциях рекомендуется проведение термообработки после сварки. Особенность технологии сварки – необходимость подбора сварочного материала сходных по хим составу.
2.принимая в расчет серийность производства, размеры изделия и форму шва следует применить сварку в среде Ar +СО2 и сварочная проволока Св12ХГСМ – сходная по химсоставу.
3.требуемый катет сварного шва:

N-усилие отрыва, Н (58∙103); τ – предельно допустимое напряжение, МПа (230);
L=πd²+2=3.14·25+2=82мм – суммарная длина сварных швов,м (8,2·10-³)

4,4мм – получено минимальное значение катета шва, для обеспечения запаса прочности К=5мм.
Обозначение сварного шва: ГОСТ 14771-76-Т1-∆5-ПИП
4. Сварочный ток: Kп – коэффициент пропорциональности, (1,55)

 глубина проплавления
глубина проплавления
Напряжение на дуге: U = 19 + 0,037Icd =19+0,037∙155 = 25В
Для сварки необходим постоянный ток и жесткая характеристика, это может обеспечить выпрямитель ВДУ-306 и подающий полуавтомат ПДГ-306.
5.базирование проводится на 6 точках. Для нижней дает палец одного отверстия, и 1 точку палец второго отверстия. Для втулки 3 точки дает пластина и 2 точки палец отверстия, прижимное усилие создает винтовой прижим.
Приспособление: стол сборочный с двумя кольцами с межосевым расстоянием р-р 140мм.
6.резка трубы на пиле и листа на гильотинных ножницах, и сверление отверстий, зачистка кромок сборка в приспособлении. Сварка по замкнутому контуру. Контроль внешним осмотром, измерение.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 471; Нарушение авторских прав?; Мы поможем в написании вашей работы!