КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Недостатки. Сведения об обеспеченности учебной дисциплины обязательной литературой № п/п Название и выходные данные учебных и учебно-методических изданий
|
|
|
|
ТЕХНОЛОГИЧЕСКАЯ КАРТА
СВЕДЕНИЯ ОБ ОБЕСПЕЧЕННОСТИ УЧЕБНОЙ ДИСЦИПЛИНЫ ОБЯЗАТЕЛЬНОЙ ЛИТЕРАТУРОЙ
| № п/п | Название и выходные данные учебных и учебно-методических изданий | Количество студентов, изучающих данную дисциплину | Количество экземпляров в библиотеке ВГПУ | Коэффициент обеспеченности учебной литературой |
| 1. | Педагогика: учебник для вузов / под ред. Л.П. Крившенко. - М.: Проспект, 2010. – 432 с. | 0,3 |
Материально-техническое обеспечение дисциплины
Освоениедисциплины «Педагогика» предполагает использование академической аудитории для проведения лекционных и семинарских занятий, оснащенной необходимыми техническими средствами (компьютер, проектор, экран).
Дисциплина «Педагогика» (модули 3 и 4)
Направление подготовки 050100 Педагогическое образование
Профиль (программа) Все профили
Уровень образования Бакалавриат
Курс 2, семестр 3
| Виды работы | Лекции (ч) | Семинары/ практ. (ч) | Лаборат. (ч) | Консульт. (ч) | СРС (ч) | Зачет | Экзамен (ЗЕ) | Всего часов | Всего ЗЕ | ||||
| Часы/ ЗЕ | - | - | + | - | |||||||||
| Виды учебной деятельности студентов | Балл за конкретное задание | Число заданий за семестр | Баллы | ||||||||||
| Минимальный | Максимальный | ||||||||||||
| Модуль 3 | |||||||||||||
| Текущий контроль | |||||||||||||
| Работа на семинаре | - | ||||||||||||
| СРС по темам 3.1, 3.2 | - | ||||||||||||
| СРС по темам 3.3, 3.4 | - | ||||||||||||
| СРС по темам 3.5, 3.6 | - | ||||||||||||
| Промежуточный контроль | |||||||||||||
| Письменная контрольная работа (тест) | - | ||||||||||||
| Модуль 4 | |||||||||||||
| Текущий контроль | |||||||||||||
| Работа на семинаре | - | ||||||||||||
| СРС по темам 4.1 | - | ||||||||||||
| Промежуточный контроль | |||||||||||||
| Тест | - | ||||||||||||
| Спецвопрос / Контрольная работа | - | ||||||||||||
| Итоговый контроль | |||||||||||||
| Зачет | |||||||||||||
| Поощрительные баллы (участие в конференциях и проч.) | |||||||||||||
| Итого | |||||||||||||
Преподаватели: к.п.н, доцент Сацукевич И.В., к.п.н, доцент Балашова И.В., доцент Бизина Н.М., к.п.н, доцент Коковина Л.Н.
|
|
|
Утверждено на заседании кафедры педагогики. Протокол № 1 от 13 сентября 2012 г.
Зав. кафедрой ____________________ /Сацукевич И.В./
· сварочные работы можно выполнять только в нижнем положении;
· при длине шва менее 400 мм эффективность резко снижается;
· место сварки не видно, поэтому затруднена сварка точных изделий;
· способ сварки неприменим вне цеховых условий.
Достоинства
Производительность сварки, определяемая числом метров шва за час горения дуги, при сварке под флюсом значительно выше (до 10 раз), чем при сварке открытой дугой на одинаковых сварочных токах. Таким образом, производительность сварки под флюсом возрастает как за счет увеличения сварочного тока, так и за счет лучшего его использования. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в образовании шва позволяют весьма значительно экономить расход электродной проволоки. Лучшее использование тока заметно экономит расход электроэнергии. Так как дуга горит невидимо под толстым слоем флюса, не требуется защиты глаз работающих.
Контактная сварка.Стыковая сварка сопротивлением..Схема,сущность,параметры режима сварки,область применения,преимущества и недостатки.
Контактная сварка – сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
Контактная сварка является основным видом сварки термомехани ческого класса.
|
|
|
Нагрев заготовок используют для облегчения пластических деформаций и разрушения поверхностных окисных пленок.Количество теплоты (Дж), выделяемое при прохождении тока оп ределяется в соответствии с законом Джоуля–Ленца: 
где t – время действия тока, с; I – сварочный ток, А; R – сопротивление
участка цепи, Ом.
Сопротивление участка цепи при контактной сварке 
где RЭ.Д- сопротивление контакта между электродом и деталью;
Rд – сопротивление основного металла (детали) при его длине L;
RК – сопротивление контакта между соединяемыми деталями.
Контактное сопротивление Rк является наибольшим, что объясняется двумя причинами: наличием микронеровностей на свариваемых поверхностях и окисных пленок. Вследствие этого в данной зоне металл нагревается быстрее до пластического или расплавленного состояния.
При контактной сварке общее сопротивление участка цепи R обычно не превышает 0,005…0,1 Ом. По этой причине большие токи (десятки тысяч ампер) можно получить при напряжении 1…20 В.Во избежание дополнительных потерь и снижения производительности время протекания тока исчисляется секундами или долями секунды.
Основными видами контактной сварки являются стыковая, точечная и шовная.
Стыковая контактная сварка
Стыковая сварка – это контактная сварка, при которой соединение свариваемых частей происходит по всей поверхности стыкуемых торцов.Различают стыковую сварку сопротивлением и оплавлением. При стыковой сварке сопротивлением вначале приводят в соприкосновение торцы свариваемых деталей с приложением небольшого давления и после этого включают электрический ток.
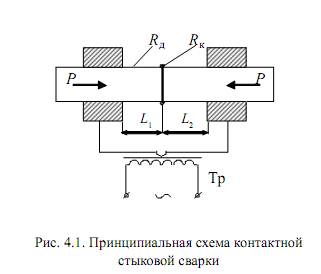
Параметры
установочная длина L1 + L2, мм;
сварочный ток I, А;
длительность нагрева (сварки) tсв, с;
давление осадки p или усилие осадки Р, МПа;
припуск на осадку Lос, мм.
Применение
Сварка сопротивлением используется для соединения деталей с площадью сечения до 200 мм²[1]. Применяется в основном при сварке проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений
Недостатки
Возможность ее использования в стационарных условиях из-за значительной массы сварочного оборудования и большого потребления электрической энергии.
|
|
|
Достоинства
Контактная сварка.Точечная сварка..Схема,сущность,параметры режима сварки,область применения,преимущества и недостатки.
Контактная сварка – сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
Контактная сварка является основным видом сварки термомехани ческого класса.
Нагрев заготовок используют для облегчения пластических деформаций и разрушения поверхностных окисных пленок.Количество теплоты (Дж), выделяемое при прохождении тока оп ределяется в соответствии с законом Джоуля–Ленца:
где t – время действия тока, с; I – сварочный ток, А; R – сопротивление
участка цепи, Ом.
Сопротивление участка цепи при контактной сварке
где RЭ.Д- сопротивление контакта между электродом и деталью;
Rд – сопротивление основного металла (детали) при его длине L;
RК – сопротивление контакта между соединяемыми деталями.
Контактное сопротивление Rк является наибольшим, что объясняется двумя причинами: наличием микронеровностей на свариваемых поверхностях и окисных пленок. Вследствие этого в данной зоне металл нагревается быстрее до пластического или расплавленного состояния.
При контактной сварке общее сопротивление участка цепи R обычно не превышает 0,005…0,1 Ом. По этой причине большие токи (десятки тысяч ампер) можно получить при напряжении 1…20 В.Во избежание дополнительных потерь и снижения производительности время протекания тока исчисляется секундами или долями секунды.
Основными видами контактной сварки являются стыковая, точечная и шовная.
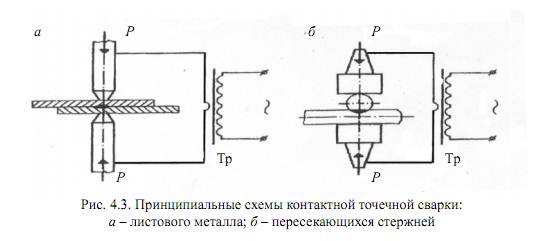
Точечная сварка
Принцип точечной сварки заключается в воздействии на поверхности и в зонах соединения,нагревая материал до очень высоких температур и сжатия.Соединения материалов за счет деформации под воздействием высоких температур и очень быстро,это и есть одно из главных преимуществ точечной контактной сварки.
Точечная сварка – это контактная сварка, при которой сварное соединение получается между торцами электродов, подводящих ток и передающих усилие сжатия.
|
|
|
При точечной сварке соединяемые детали располагаются между электродами, изготовленными из медных сплавов. Форма и размеры электродов зависят от вида сварного соединения и свариваемых деталей.Процесс точечной сварки состоит из следующих операций: сжатия свариваемых деталей, включения сварочного тока, выключения тока и снятия усилия сжатия.
Точечная сварка начинается с предварительного сжатия деталей электродами, что необходимо для получения электрического контакта между деталями и электродами. Через некоторое время после сжатия электродов включается сварочный ток. При прохождении тока выделяется тепло Q, которое зависит от величины тока I, времени его протекания и сопротивления R
Параметрами режима точечной сварки являются: усилие сжатия,
сварочный ток, время сварки и диаметр рабочей части электрода.
Различают два режима контактной сварки: жесткий и мягкий.
Жесткий режим характеризуется применением больших плотностей тока и малым временем процесса. Такой режим применяют для сварки сталей, склонных к образованию закалочных структур, цветных металлов и сплавов.
Мягкий режим характеризуется относительно большой продолжительностью процесса и меньшими плотностями тока. Мягкий режим применяется преимущественно для углеродистых сталей.Режим точечной сварки подбирается таким, чтобы диаметр свар-
ной точки (литого ядра) dt
достигал заданной величины.
Применение
Используется при изготовлении кузовов автомобилей и вагонов,в самолетостроении и ряде других отрослей промышленности и транспорта
|
|
|
|
|
Дата добавления: 2015-03-29; Просмотров: 297; Нарушение авторских прав?; Мы поможем в написании вашей работы!