КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Інструменти
|
|
|
|
Схема установки
Заготовка
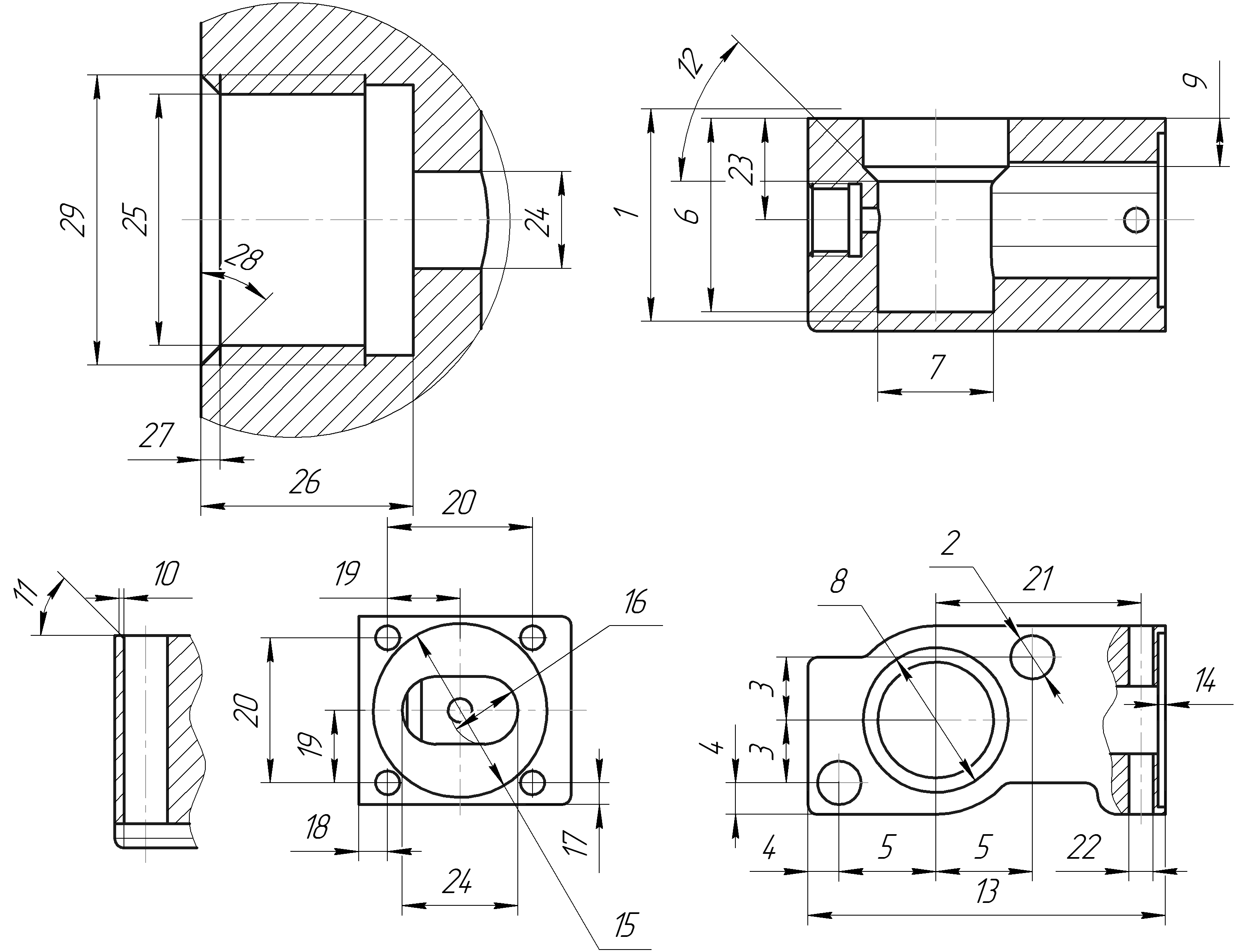
Ескіз заготовки наведений на рис. 1.2. Заготовку будемо одержувати литтям тому, що Сталь 45Л має гарні ливарні властивості. Виливки можна виготовляти у піщано-глинистих, оболонкових формах, кокілях, за моделями, які виплавляються, тощо. Враховуючи матеріал деталі та річний обсяг випуску 5000 деталей приймаємо спосіб виготовлення литтям в піщано-глинисті форми. Ескіз виливка заготовки наведено на рис. 1.3.
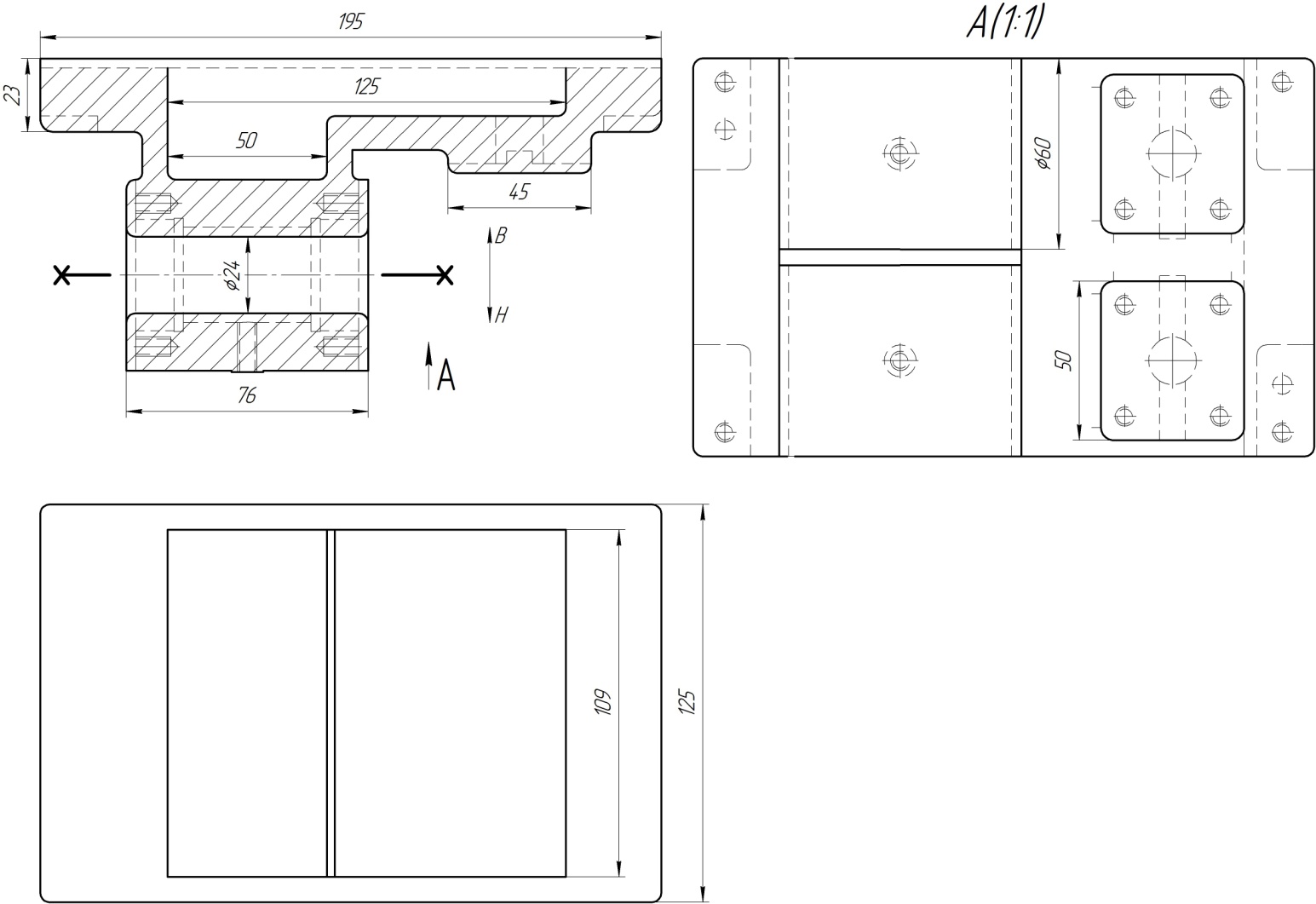
Рис. 1.1 – Ескіз заготовки «Корпус приладу»
Пристрій компонується зі стандартних елементів УЗП (Рис.1.2).
Основу пристрою становить плита, на якій встановлюються елементи базування і закріплення.
Складальне креслення верстатного пристрою наведене на рис. 1.2, 3D-модель пристрою наведене на рис. 1.4.
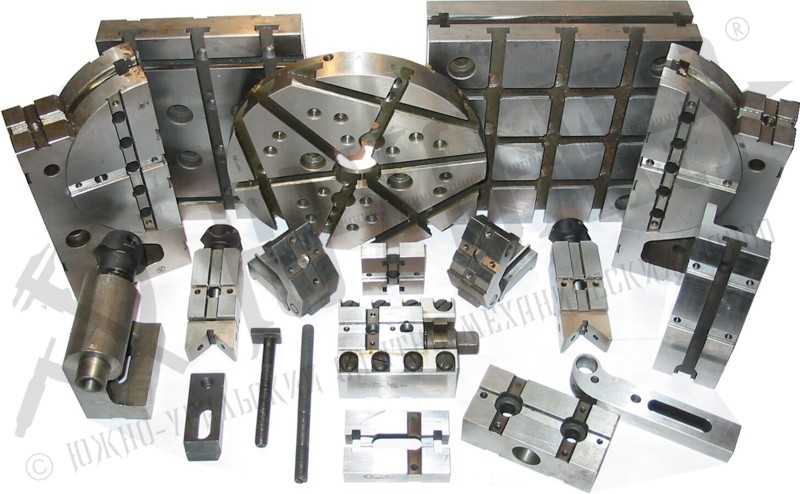
Рис.1.2 – Стандартні елементи УЗП
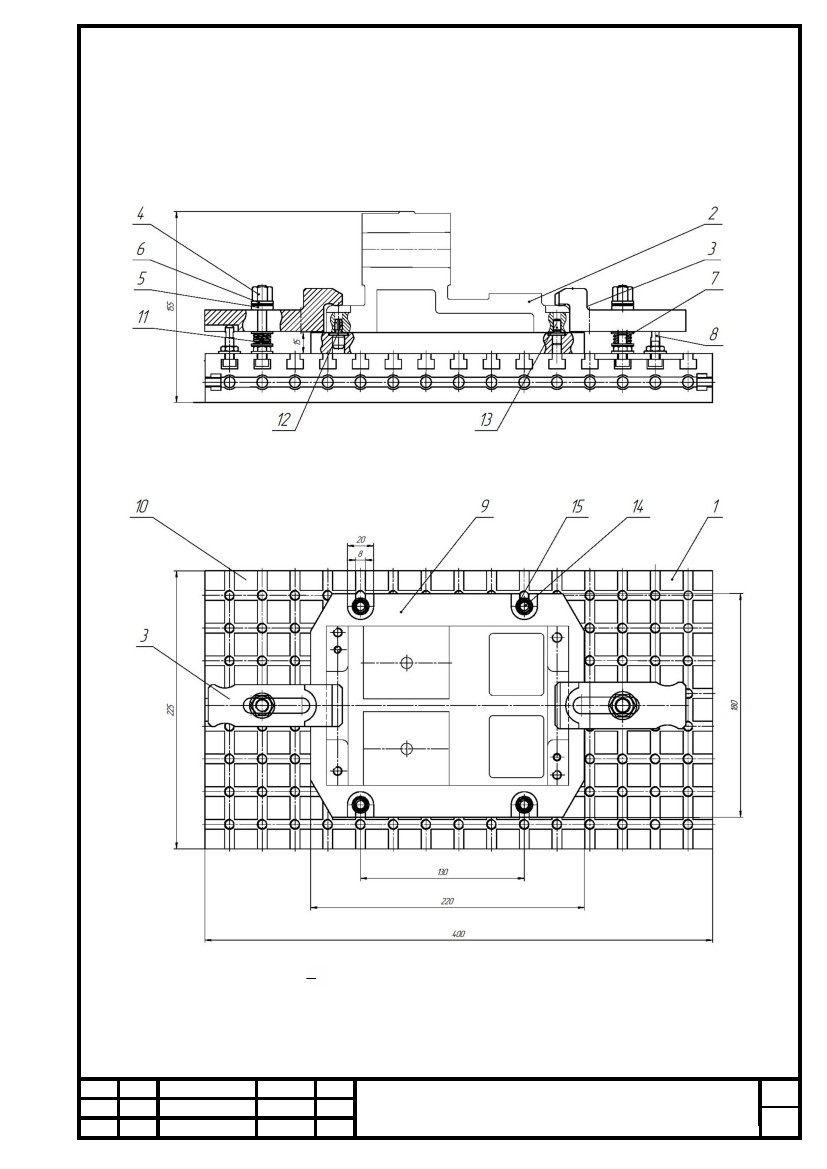
Рис. 1.2 Складальне креслення верстатного пристрою
Заготовка 2 базується в пристосуванні за допомогою пластини 9, циліндричного пальця 13 і зрізаного пальця 12. На плиті 1 пластина закріплюється ричного пальця 13 і зрізаного пальця 12. На плиті 1 пластина закріплюється гайками 14 з шайбами 15. Заготовка затискається прихватами 3, що встанов люються на плиті за допомогою шпильок 7 і впираються в опори 8. Затискне зусилля створюється високими гайками 4. Для запобігання перекосів між гайками і прихватами встановлюються конічні і сферичні шайби 5 та 6. В неробочому стані пружина 11 не дозволяє прихвату опускатися до поверхні плити.
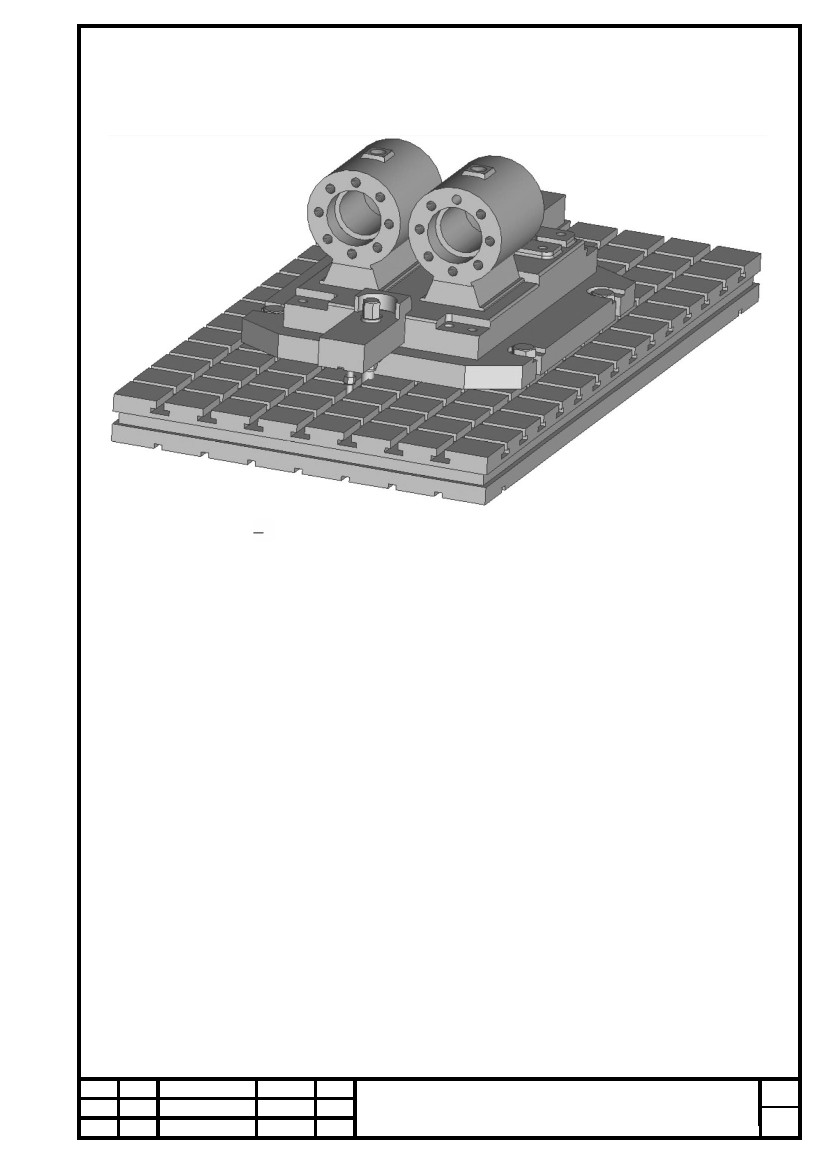
Рис. 1.3 3D-модель верстатного пристрою
| № | Назва | øD, мм | L, мм | шифр | вартість 1 шт, грн | партія |
| Фреза торцева | 490-036C3-08M | |||||
| Повзун для Duobore | 391.68A-1-03213C06B | |||||
| Різець розточний | >20 | A16R-SDQCL 07-R | ||||
| Різець розточний | >20 | CXS-04G078-4210R 1025 | ||||
| Свердло | 4,7 | R840-0470-30-A0A 1220 | ||||
| Фреза торцева | R290-050A32-12L | |||||
| Свердло | 880-D1900L20-02 | |||||
| Фреза кінцева | 12,40 | 316-10SM350-10005P 1030 | ||||
| Мітчик | М6 | EP09PM6 |
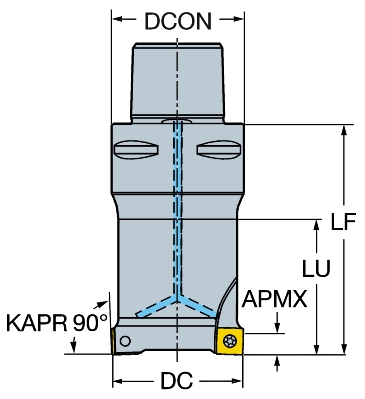

| Фреза для обработки прямоугольных уступов CoroMill® 490 | ||
| SSCM | insert seat size code | |
| SSCN | insert seat size code | |
| ADINTMS | адаптивный интерфейс со стороны станка | Coromant Capto (segment&bolt) -size C3 |
| CZC | код размера соединения | C3 |
| DC | диаметр резания | 36 mm |
| KAPR | угол режущей кромки инструмента | 90 deg |
| APMX | глубина резания максимальная | 5.5 mm |
| CNSC | код типа подвода СОЖ | 1: axial concentric entry |
| ZEFF | число эффективных реж. кромок передней поверхности | |
| LF | функциональная длина | 50 mm |
| WT | вес элемента | 0.3 kg |
| RPMX | скорость вращения максимальная | 31300 r/min |

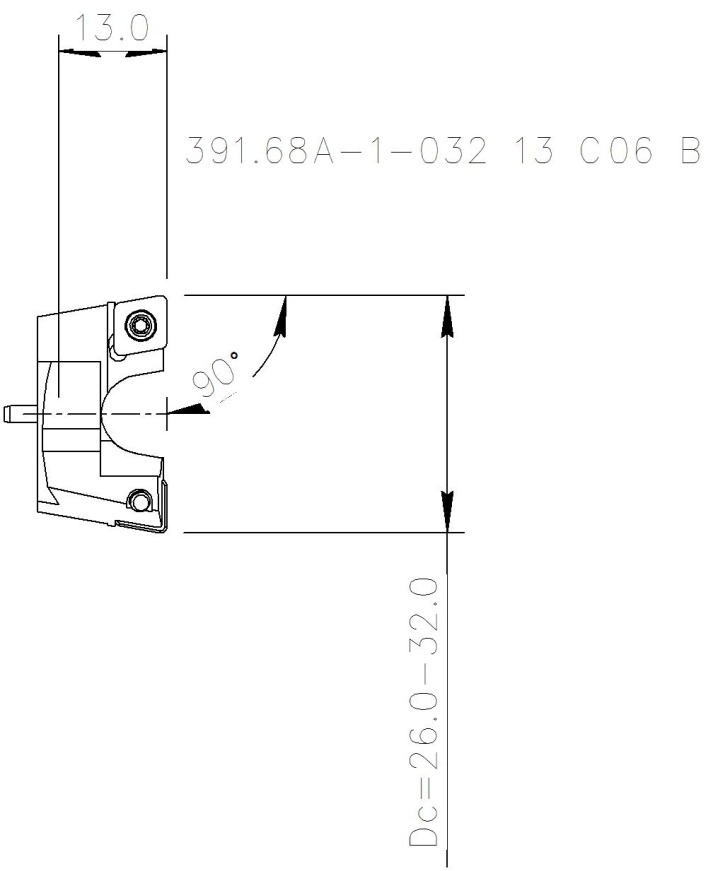
| Ползун для Duobore | ||
| TSYC | код типа инструмента | 391.68A |
| WT | вес элемента | 0.01 kg |
| DPC | демпфирующие свойства | FALSE |
| ITEMTYPE | тип элемента | Tool Item |
| RELEASEPACK | пакет выпуска | 06.2 |
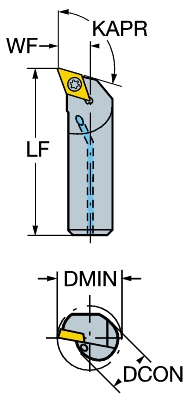
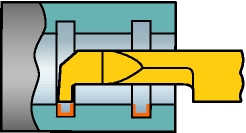
| Расточная оправка CoroTurn® 107 для точения | ||
| SSCM | insert seat size code | |
| SSCN | insert seat size code | 1/4 |
| ADINTMS | адаптивный интерфейс со стороны станка | Cylindrical shank without clamping features -metric: 16.00 |
| CZC | код размера соединения | |
| KAPR | угол режущей кромки инструмента | 107.5 deg |
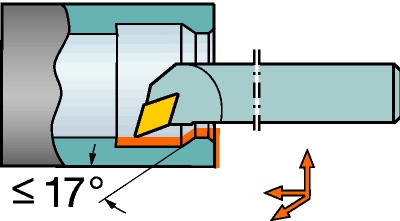
| PSIR | угол наклона инструмента | -17.5 deg |
| RMPX | угол врезания максимальный | 17 deg |
| DMIN | минимальный диаметр отверстия | 20 mm |
| OHN | вылет минимальный | 24 mm |
| LF | функциональная длина | 200 mm |
| WF | функциональная ширина | 11 mm |
| HF | функциональная высота | 0 mm |
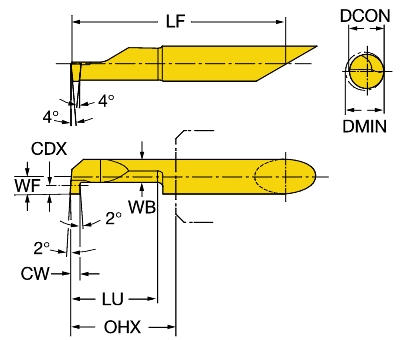
| CoroTurn® XS solid carbide tool for grooving | ||
| TSYC | tool style code | CXS-xxG |
| ITEMTYPE | item type | Solid Cutting Tool |
| RELEASEPACK | release pack id | 04.1 |
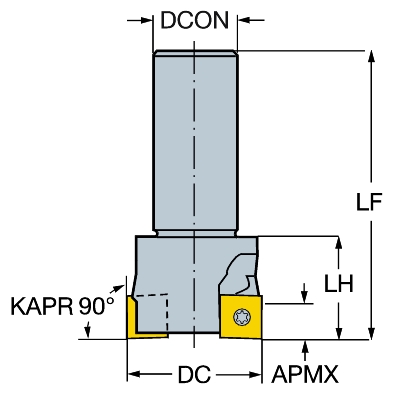
| Фреза для обработки прямоугольных уступов CoroMill® 290 | ||
| SSCM | insert seat size code | |
| SSCN | insert seat size code | |
| ADINTMS | адаптивный интерфейс со стороны станка | Cylindrical shank without clamping features -metric: 32.0 |
| CZC | код размера соединения | |
| DC | диаметр резания | 50 mm |
| KAPR | угол режущей кромки инструмента | 90 deg |
| APMX | глубина резания максимальная | 10.7 mm |
| CNSC | код типа подвода СОЖ | 0: without coolant |
| ZEFF | число эффективных реж. кромок передней поверхности | |
| LF | функциональная длина | 120 mm |
| WT | вес элемента | 0.379 kg |
| RPMX | скорость вращения максимальная | 18400 r/min |
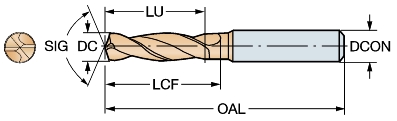
| Твердосплавное сверло CoroDrill® Delta-C | ||
| ADINTMS | адаптивный интерфейс со стороны станка | Cylindrical shank without clamping features -metric: 6.00 |
| CZC | код размера соединения | |
| DC | диаметр резания | 4.7 mm |
| LU | полезная длина | 17 mm |
| OAL | полная длина | 66 mm |
| LCF | длина стружечной канавки | 24 mm |
| PL | длина вершины | 0.7896 mm |
| SIG | угол острия | 140 deg |
| OHX | вылет максимальный | 30.3 mm |
| BSG | основная стандартная группа | DIN 6537 K |
| TCHA | достижимый допуск отверстия | H9 |
| CNSC | код типа подвода СОЖ | 1: axial concentric entry |

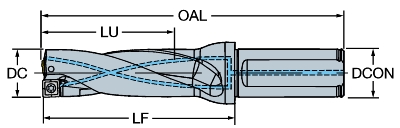
| Сверло со сменными пластинами CoroDrill® 880 | ||
| DC | диаметр резания | 15 mm |
| SSCM | insert seat size code | |
| SSCN | insert seat size code | |
| CZC | код размера соединения | |
| LU | полезная длина | 33 mm |
| LF | функциональная длина | 44 mm |
| OAL | полная длина | 97 mm |
| ADJLX | предел регулировки максимальный | 0.4 mm |
| DCON | диаметр соединения | 20 mm |
| MIIDM | master insert identification | 880-020204H-C-GM |
| MIIDM | master insert identification | 880-0202W04H-P-GM |
| MIIDN | master insert identification | 880-020204H-C-GM |
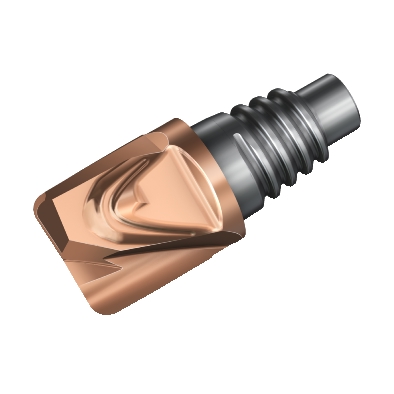
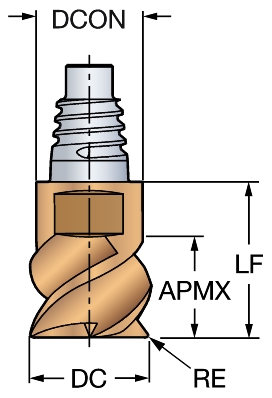
| Твердосплавная головка CoroMill® 316 для фрезерования прямоугольных уступов | ||
| ADINTMS | адаптивный интерфейс со стороны станка | ETOP threaded coupling -metric: E10 |
| CZC | код размера соединения | E10 |
| DC | диаметр резания | 10 mm |
| APMX | глубина резания максимальная | 5.5 mm |
| ZEFP | число эффективных реж. кромок периферии | |
| RE | радиус вершины | 0.5 mm |
| LF | функциональная длина | 12.4 mm |
| LU | полезная длина | 12.4 mm |
| CXSC | код типа отвода СОЖ | 0: no coolant exit |
| FHA | паз, угол наклона винтовой линии | 50 deg |
| BSG | основная стандартная группа | Coromant |
| KAPR | угол режущей кромки инструмента | 90 deg |
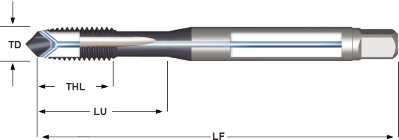

| Метчик со спиральной подточкой CoroTap™ 200 | ||
| BSG | основная стандартная группа | DIN 371 |
| TDZ | размер диаметра резьбы | M 6 |
| TP | шаг резьбы | 1 mm |
| TCTR | класс допуска резьбы | 6HX |
| SUBSTRATE | подложка | HSS-E-PM |
| COATING | покрытие | CoolTop |
| ADINTMS | адаптивный интерфейс со стороны станка | Tap shank DIN -metric: 6.00 x 4.90 |
| CZC | код размера соединения | 6.00 x 4.90 |
| LF | функциональная длина | 80 mm |
| THL | threading length | 14.5 mm |
| TD | диаметр резьбы | 6.00000000 mm |
| LU | полезная длина | 30 mm |
4. Оправки і цанги під інструменти
Для свердла ø9, зенкера ø5 і кінцевої фрези ø10: Оправка[9]:
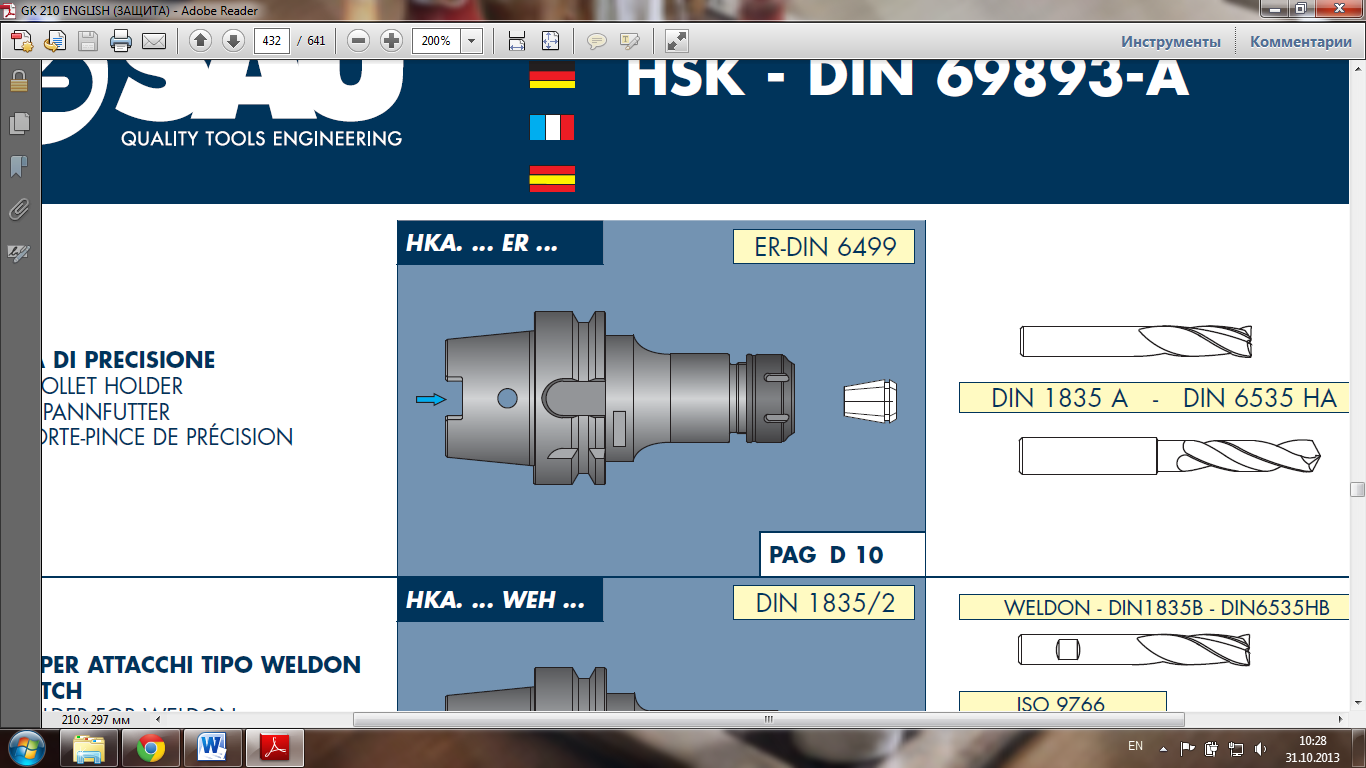 Шифр: HKA.063.ER016.100
Шифр: HKA.063.ER016.100
L=100 мм
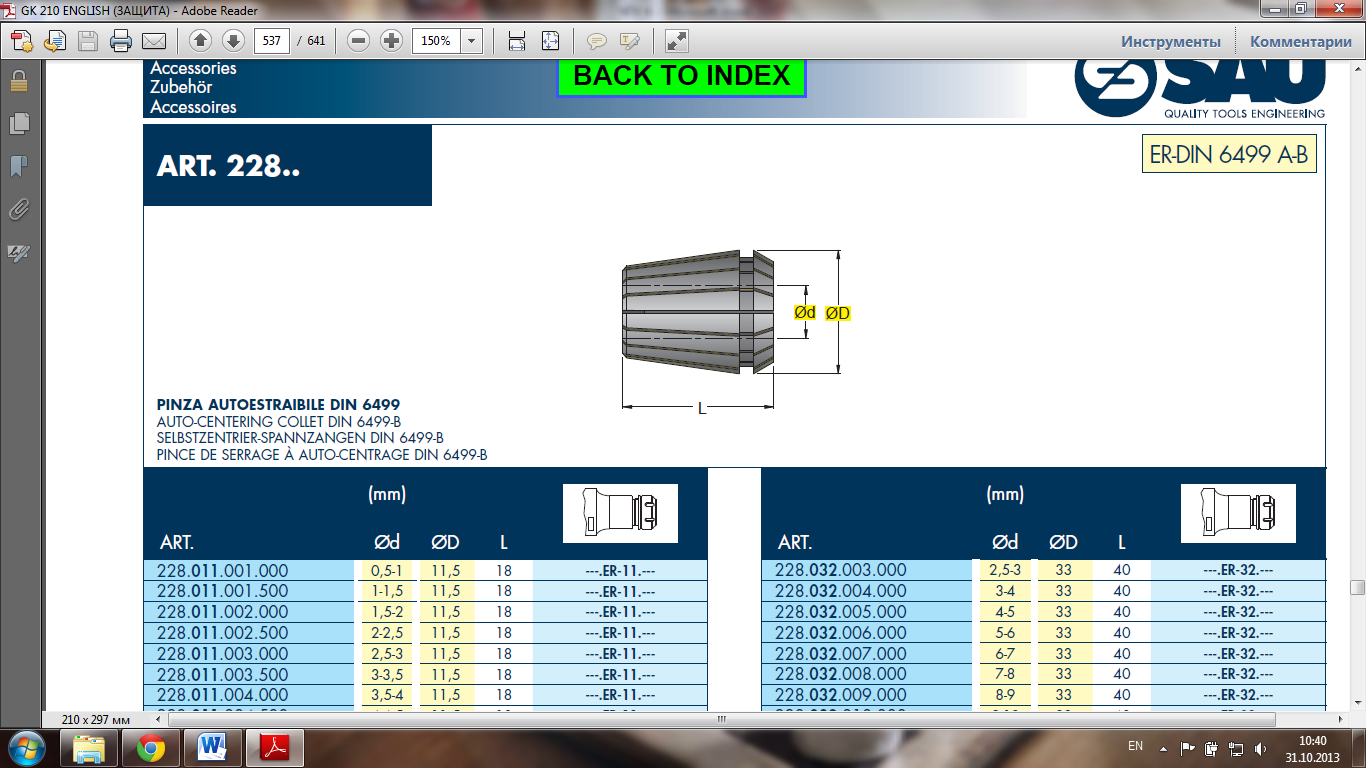
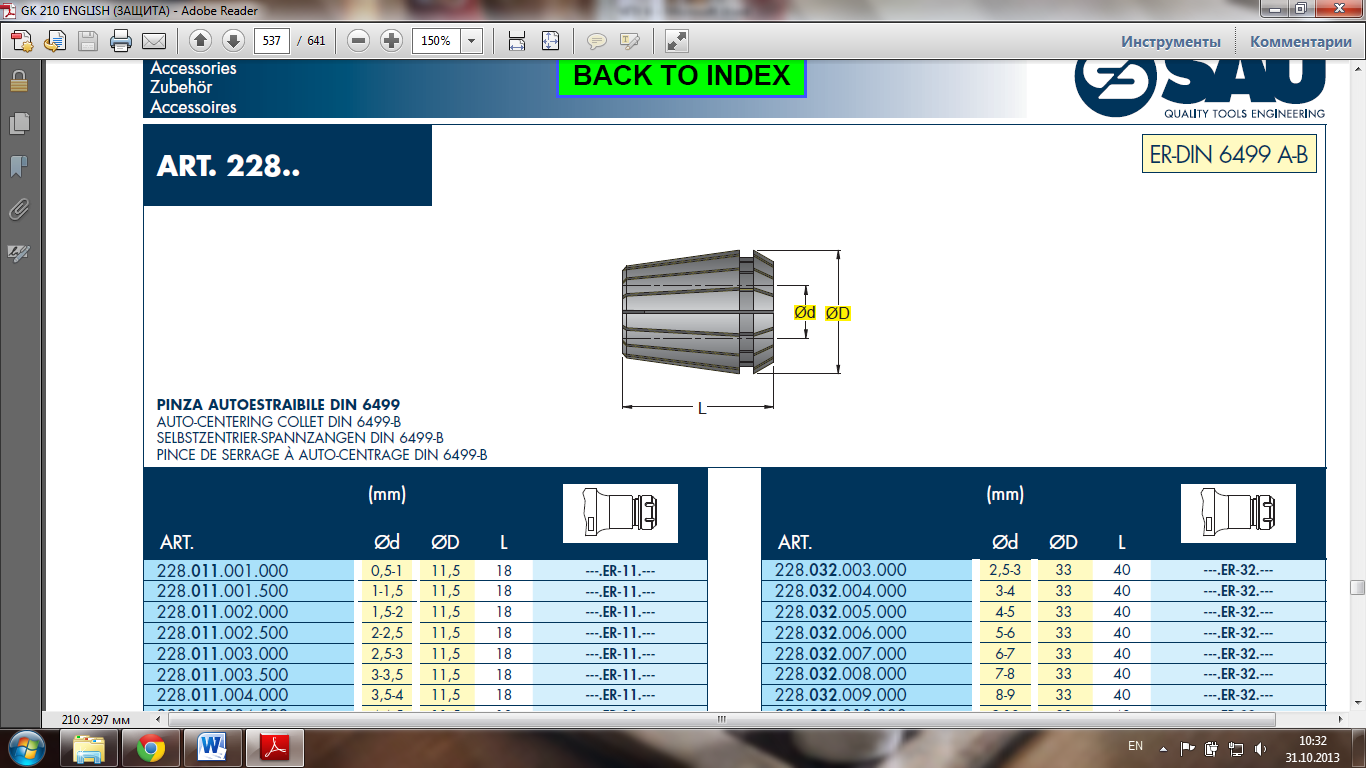
Цанга[10]:
Шифр: ART. 228.016.006.000 Шифр: ART. 228.016.010.000
d=5-6 мм, D=17 мм, L=27 мм d=9-10 мм, D=17 мм, L=27 мм
Для торцевої фрези:
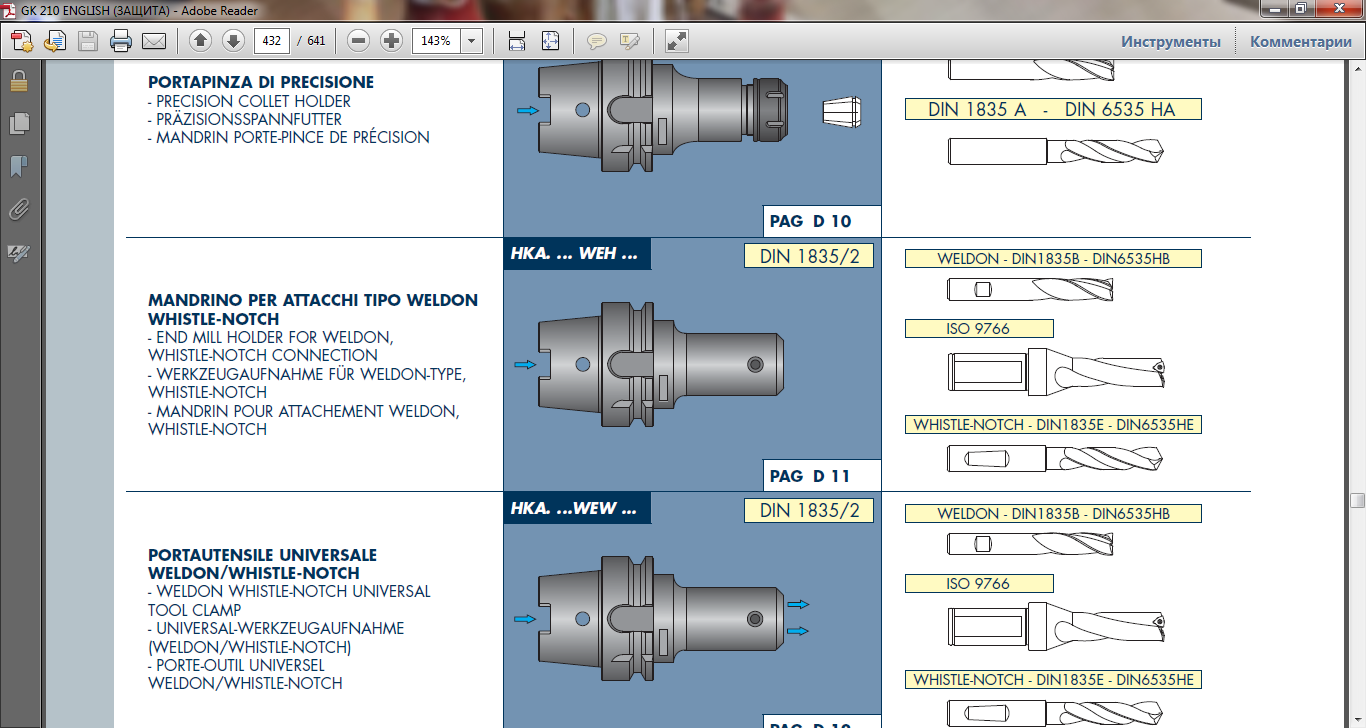 Оправка[11]:
Оправка[11]:
Шифр: HKA.063.WEH32.110
L=110 мм
Для всіх інструментів крім свердла ø9:
Оправка[12]:
Шифр: TA7.P
TA10.P
Передаточне відношення 1:1
Максимальна частота
обертання: 10000 об/хв
5. Операційний технологічний процес
На основі креслення деталі «Кришка важеля» підбираємо типові схеми обробки поверхонь і генеруємо послідовність їх оброблення. При цьому намагаємося мінімізувати кількість інструментів та переходів, використовуючи сучасні моделі верстатів з ЧПУ. Вертикально-фрезерний верстат з ЧПУ HAAS VF-1 (рис. 1.4), який дозволяє нам обробляти деталь протягом всього технологічного процесу.

Рис. 1.4 – Вертикально-фрезерний верстат з ЧПУ HAAS VF-1
| Характеристики верстату | |
| Макс. перміщення по осі Х | 508 мм |
| Макс. перміщення по осі Y | 406 мм |
| Макс. перміщення по осі Z | 508 мм |
| Частота обертання шпинделя | 10000 об/хв |
| Макс. крутний момент | 122 Н/м |
| Макс. потужність на шпинделі | 22,4 кВт |
| Прискорені переміщення | 25,4 м/хв |
| Макс. швидкість подачі | 16,5 м/хв |
| Точність позиціювання | ±0,005 мм |
| Маса верстату | 3220 кг |
005. Багатоцільова з ЧПУ. Вертикально-фрезерний верстат з ЧПУ HAAS VF-1
А. Установити, закріпити, зняти
005.01 Фрезерувати плоску поверхню, витримуючи розмір 1;
005.02 Свердлити два отвори, витримуючи розміри 2, 3, 4, 5;
005.03 Фрезерувати внутрішні циліндричні поверхні, витримуючи розміри 6, 7, 8, 9;
005.04 Зенкерувати три фаски, витримуючи розміри 10, 11, 12;
005.05 Фрезерувати плоску поверхню, витримуючи розмір 13;
005.06 Фрезерувати внутрішні циліндричні поверхні, витримуючи розміри 14,15,16;
005.07 Свердлити чотири глухі отвори, витримуючи розміри 17, 18, 19, 20;
005.08 Свердлити два отвори, витримуючи розміри 21, 22;
005.09 Фрезерувати плоску поверхню, витримуючи розмір 13;
005.10 Свердлити отвів, витримуючи розміри 23, 24;
005.11 Фрезерувати внутрішню циліндричну поверхню, витримуючи розміри 25,26;
005.12 Зенкерувати фаску, витримуючи розміри 27, 28;
005.13 Фрезерувати різьбу, витримуючи розмір 29;
010. Мийочна
015. Контрольна
6. Режими різання
6.1 Свердло ø9[13]
S=0,2 мм/об
v=260 м/хв
 (об/хв)
(об/хв)
Остаточно приймаємо: S=0,2 мм/об, n=9200 об/хв.
6.2 Торцева фреза ø40[14]
SZ=0,18 мм/зуб
v=660 м/хв
 (об/хв)
(об/хв)
 (мм/хв)
(мм/хв)
Остаточно приймаємо: S=2900 мм/хв, n=5300 об/хв.
6.3 Кінцева фреза ø10[15]
SZ=0,1 мм/зуб
v=240 м/хв
 (об/хв)
(об/хв)
 (мм/хв)
(мм/хв)
Остаточно приймаємо: S=1500 мм/хв, n=7600 об/хв.
6.4 Зенкер ø5х45о[16]
S=0,2 мм/об
v=26 м/хв
 (об/хв)
(об/хв)
Остаточно приймаємо: S=0,2 мм/об, n=1700 об/хв.
6.5 Комбінований інструмент ø5[17]
S=0,2 мм/об
v=260 м/хв
(об/хв)
Остаточно приймаємо: S=0,2 мм/об, n=9200 об/хв.
6.6 Свердло ø5[18]
S=0,27 мм/об
v=105 м/хв
 (об/хв)
(об/хв)
Остаточно приймаємо: S=0,27 мм/об, n=6700об/хв.
6.7 Різьбова фреза ø7,5[19]
SZ=0,33 мм/зуб
v=200 м/хв
 (об/хв)
(об/хв)
 (мм/хв)
(мм/хв)
Остаточно приймаємо: S=11200 мм/хв, n=8500 об/хв.
7. Визначення кількості інструментів на партію деталей
7.1 Свердло ø9
Приймаємо T=60 хв
 (мм/хв) {швидкість ходу інструмента}
(мм/хв) {швидкість ходу інструмента}
L=78 мм {довжина ходу інструмента}
 (хв)
(хв)
 {кількість отворів 1 інструментом}
{кількість отворів 1 інструментом}

Приймаємо А=7 {кількість інструментів на партію}
7.2 Торцева фреза ø40
Приймаємо T=60 хв
 мм/хв
мм/хв
L=162 мм
 (хв)
(хв)

Приймаємо А=10
7.3 Кінцева фреза ø10
Приймаємо T=120 хв
 мм/хв
мм/хв
L=202 мм
 (хв)
(хв)

Приймаємо А=12
7.4 Зенкер ø5х45о
Приймаємо T=60 хв
 (мм/хв)
(мм/хв)
L=195 мм
 (хв)
(хв)

Приймаємо А=96
7.5 Комбінований інструмент ø5
Приймаємо T=30 хв
(мм/хв)
L=20 мм
 (хв)
(хв)

Приймаємо А=1
7.6 Свердло ø5
Приймаємо T=60 хв
 (мм/хв)
(мм/хв)
L=39 мм
 (хв)
(хв)

Приймаємо А=4
7.7 Різьбова фреза ø7,5
Приймаємо T=20 хв
 мм/хв
мм/хв
L=20 мм
 (хв)
(хв)
Приймаємо А=1
8. Вартість оброблення

де  – вартість інструментів для 1 деталі:
– вартість інструментів для 1 деталі:

 – вартість одного інструменту;
– вартість одного інструменту;
 – вартість оправок і цанг для 1 деталі:
– вартість оправок і цанг для 1 деталі:

 – вартість оправки з цангою;
– вартість оправки з цангою;
 – вартість роботи верстата;
– вартість роботи верстата;

 – вартість 1 год роботи верстата (200 грн/год).
– вартість 1 год роботи верстата (200 грн/год).
9. Посилання:
1. http://www.m-ser.ru/?page=item&itemID=197&lang=ru
Walter «общий каталог» 2012:
2. [ст. B85]
3. [ст. F102]
4. [ст. E107]
5. [ст. B288]
6. [ст. B302]
7. [ст. B131]
8. [ст. D372]
SAU 210 General Katalog:
9. [ст. D10]
10. [ст. D109]
11. [ст. D11]
12. OMG «угловые головки» [ст. 14]
Walter «общий каталог» 2012:
13. [ст. B352, B384]
14. [ст. F246, F265]
15. [ст. E245, E274]
16. [ст. B373, B384]
17. [ст. B357, B384]
18. [ст. B355, B384]
19. [ст. D397, D398
|
|
|
|
Дата добавления: 2015-05-08; Просмотров: 855; Нарушение авторских прав?; Мы поможем в написании вашей работы!