КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Система управления запасами с фиксированной периодичностью заказов
|
|
|
|
Система с фиксированной периодичностью пополнения запаса до максимального уровня.
Регулирующие параметры системы – максимальный размер запаса и фиксированный период заказа, т.е. интервал между двумя заказами или очередными поступлениями партий.
Заказ делают в строго определенные моменты времени, например, 1 раз в месяц, 1 раз в неделю, 1 раз в 14 дней и т.п.
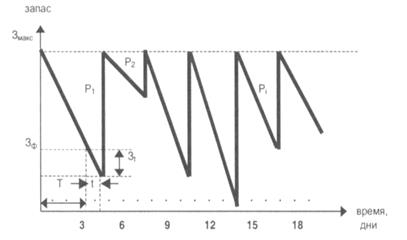 Т – интервал времени, через который повторяется заказ;
Т – интервал времени, через который повторяется заказ;
t – время, необходимое на размещение и выполнение заказа;
Р1, P2,..., Pi – величина отдельного i-гo заказа;
Змакс – предусмотренный нормой максимальный запас;
Зф – фактический запас на момент проверки;
3t – запас, расходуемый за время t, необходимое для размещения и выполнения заказа.
Размер заказываемой партии товара определяется разностью предусмотренного нормой максимального товарного запаса и фактического запаса на момент проверки. Поскольку для исполнения заказа требуется определенный период времени, то величина заказываемой партии увеличивается на размер ожидаемого расхода за этот период:
Р = Змакс - (Зф - Звз),
где Змакс — предусмотренный нормой максимальный запас;
Зф — фактический запас на момент проверки;
Звз — запас, который будет израсходован в течение размещения и выполнения заказа.
Величина заказываемой партии в разных периодах может быть различна.
Применять систему можно, когда есть возможность заказывать партии, различные по величине (например, при контейнерной доставке система неприменима). Систему не применяют, если доставка или размещение заказа обходится дорого (если спрос был незначителен, то заказ также будет незначителен, что допустимо при условии несущественности транспортно-заготовительных расходов по заказу).
|
|
|
По данной системе можно заказывать один из многих товаров, закупаемых у одного и того же поставщика, товары, на которые уровень спроса относительно постоянен, малоценные товары и т. д.
Преимуществом системы является отсутствие необходимости вести систематический учет запасов на складах логистической системы. Недостаток – в необходимости делать заказ иногда на незначительное количество материальных ресурсов, а при условии ускорения интенсивности потребления – возникновение дефицита.
Таким образом, система применяется в случаях:
– условия поставок позволяют менять размер заказа;
– расходы на заказ и доставку сравнительно невелики;
– расходы от возможного дефицита сравнительно невелики.
 73. Виды движения материальных ресурсов в производстве
73. Виды движения материальных ресурсов в производстве
Обработку деталей можно осуществлять 3 способами или видами движения MP: последовательным, параллельным и параллельно-последовательным.
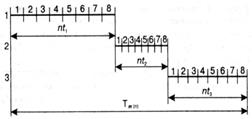
 При последовательном виде движения каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей операции. Используют в единичном и мелкосерийном производстве при технологическом принципе создания цехов и участков.
При последовательном виде движения каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей операции. Используют в единичном и мелкосерийном производстве при технологическом принципе создания цехов и участков.
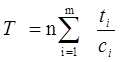
Технологический цикл T m(n) изготовления партии деталей п на т операциях:
где ti – норма времени на i- юоперацию; ci – количество рабочих мест на операции,
т – количество операций; n - количество деталей в партии.
Достоинства: отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены, простота организации.
Недостаток: наибольшая длительность производственного цикла.
 Чтобы сократить длительность цикла и достичь непрерывности производственного процесса, применяют параллельно-последовательный способ. Обработка предметов труда на последующей операции начинается до окончания обработки партии на предшествующей операции с таким расчетом, чтобы работа на каждой операции шла без операционных перерывов. Происходит частичное совмещение во времени выполнения смежных операций.
Чтобы сократить длительность цикла и достичь непрерывности производственного процесса, применяют параллельно-последовательный способ. Обработка предметов труда на последующей операции начинается до окончания обработки партии на предшествующей операции с таким расчетом, чтобы работа на каждой операции шла без операционных перерывов. Происходит частичное совмещение во времени выполнения смежных операций.
|
|
|
2 вида сочетания смежных операций во времени.
а) ti < ti+ 1 – последующая операция продолжительнее предыдущей – м. применять параллельный вид движения деталей. Согласование по начальной детали комплекта.
б) ti > ti+ 1 – последующая операция менее продолжительна, чем предыдущая – приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций, согласование по конечной детали комплекта.
Используют в серийном и массовом производстве, а также в единичном и мелкосерийном в условиях гибких автоматизированных производств.
Достоинства: работа оборудования и рабочего без перерыва
 Недостатки: сложность организации, длительность производственного цикла больше, чем при параллельном способе движения.
Недостатки: сложность организации, длительность производственного цикла больше, чем при параллельном способе движения.
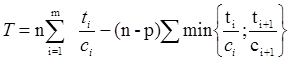
Технологический цикл составит:
min.. – наименьшее значение трудоемкости с учетом числа рабочих мест на смежных операциях, p – количество деталей в передаточной партии.
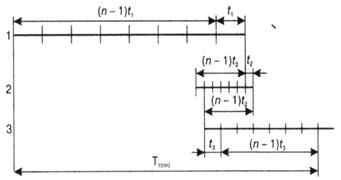
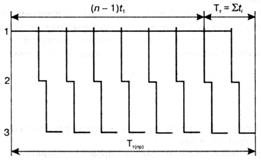 Еще больше сократить технологический цикл можно, используя параллельный вид движения предметов труда. Транспортные партии или отдельные детали передаются на следующие операции сразу после их обработки на операции, независимо от готовности оставшихся предметов труда, что исключает пролеживание деталей. Технологический цикл составит:
Еще больше сократить технологический цикл можно, используя параллельный вид движения предметов труда. Транспортные партии или отдельные детали передаются на следующие операции сразу после их обработки на операции, независимо от готовности оставшихся предметов труда, что исключает пролеживание деталей. Технологический цикл составит:
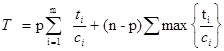 max… – трудоемкость с учетом числа рабочих мест на главной (максимальной операции)
max… – трудоемкость с учетом числа рабочих мест на главной (максимальной операции)
Достоинства: наименьшая длительность технологического цикла.
Недостатки: По причине разной продолжительности операций могут образовываются простои оборудования и рабочих. Возникает проблема заполнения перерывов другими работами, что не всегда возможно по причине необходимости переналадки оборудования. Сложность организации.
Единственным вариантом, когда процесс идет непрерывно на всех рабочих местах, является тот, при котором продолжительности всех технологических операций либо равны, либо кратны друг другу. Кратность продолжительностей операций позволяет уравнять их путем увеличения на соответствующих операциях числа рабочих мест. Поэтому параллельный способ обычно применяется в крупносерийном и массовом производствах поточного типа.
|
|
|
|
|
|
|
|
Дата добавления: 2015-05-08; Просмотров: 556; Нарушение авторских прав?; Мы поможем в написании вашей работы!