КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Построение основных обозначений швов сварных соединений
|
|
|
|
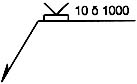
Знаки в основных обозначениях на чертежах проставляются в следующем порядке: а) для швов стыковых соединений: буквенное обозначение вида сварки; условный графический знак; толщину шва а; длину шва l
Пример обозначения одностороннего шва на остающейся подкладке со скосом двух кромок, выполненного дуговой электросваркой, толщиной шва 10 мм и длиной 1000 мм (рис.1,а).
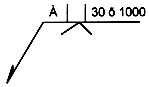
Пример обозначения двустороннего шва, выполненного дуговой электросваркой по ручной подварке, без скоса кромок, толщиной шва 30 мм и длиной шва 1000 мм с Y - образным скосом кромок для ручной подварки (рис.1,б).
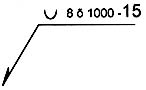
Пример обозначения одностороннего стыкового шва с криволинейным скосом двух кромок, толщиной шва 8 мм, длиной шва 1000 мм, выполненного дуговой электросваркой, с порядковым номером 15 (рис.1,в):
| а) | б) | в) |
| 
| 
|
Рис. 1
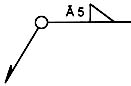
б) для швов угловых соединений: буквенное обозначение вида сварки; катет шва К; условный графический знак; толщину шва а; длину шва l.
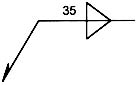
Пример обозначения одностороннего шва без скоса кромок, катетом 5 мм, выполненного по замкнутому контуру газовой сваркой (рис.2,а).
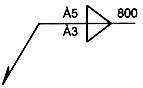
Пример обозначения двустороннего шва без скоса кромок, толщиной шва 5 и 3 мм, выполненного автоматической электродуговой сваркой по длине шва 800 мм (рис.2,б).
Пример обозначения двустороннего шва без скоса кромок с катетами шва 5 мм, выполненного дуговой электросваркой в защитных газах (рис.2,в).:
| а) | б) | в) |
| 
| 
|
Рис. 2
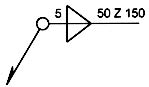 Рис. 3
Рис. 3
| в) для швов тавровых соединений: буквенное обозначение вида сварки; катет шва К; условный графический знак; толщину шва а; длину провариваемого участка l прерывистых швов или диаметр точки d для точечных швов. Пример обозначения шва без скоса кромок, толщиной 5 мм при длине провариваемого участка 50 мм и шаге 150 мм, с шахматным расположением участков, выполненного по замкнутому контуру дуговой электросваркой. |
|
|
|
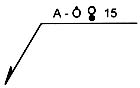 Рис. 4
Рис. 4
| в) для швов соединений внахлестку,выполненных в прорезном отверстии с проплавлением: буквенное обозначение вида сварки; условный графический знак; диаметр отверстия или ширину прорези для швов с круглым или удлинен- ным отверстием или ширину проплавления для швов с проплавлением d. Пример обозначения одностороннего шва с проплавлением при ширине проплавления 15 мм, выполненного автоматической дуговой электросваркой под флюсом. |
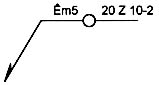 Рис. 5
Рис. 5
| в) для швов соединений внахлестку, выполненных контактной сваркой: буквенное обозначение вида сварки; диаметр точки для точечных швов или ширину шва для роликовых швов d, условный графический знак; расстояние между точками е1 или длину проваренного участка роликового прерывистого шва l, знак, характеризующий взаимное расположение точек или участков (вспомогательный знак); расстояние между рядами точек е2 или шаг прерывистого роликового шва t; количество рядов точек n |
Пример обозначения двухрядного точечного шва, диаметром точки 5 мм и расстоянием между точками 20 мм, при шахматном расположении точек и расстоянии между рядами точек 10 мм.
Приложение 7.
Шероховатость поверхности и ее обозначение на чертежах
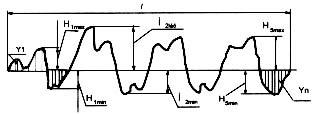 Рис. 1
Рис. 1
| ГОСТ 2789-73 устанавливает параметры шероховатости Ra и Rz. Rz = (y1+ y2+...+ yn) / n - среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины, где y - расстояние между любой точкой профиля и средней линией; n - число значений y.(рис.1) |
Rz = (H1min +...+ H2min) / 5 - среднее арифметическое абсолютных значений отклонений точек пяти наибольших максимумов и пяти наибольших минимумов профиля (рис.1).
Степень шероховатости поверхности определяется ее классом чистоты. При этом Ra указывается без символа, а Rz - с символом. В табл. 1 даны классы чистоты поверхности по значениям параметров Ra и Rz.
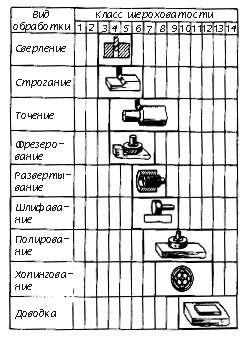
Чистота поверхности зависит от способа обработки и инструмента, которым выполняется та или иная технологическая операция. В табл. 2 показано, какими операциями можно достигнуть той или иной чистоты поверхности.
|
|
|
| Таблица 1 | Таблица 2 | ||||||||||||||||||
| 
|
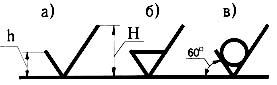
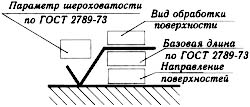
ГОСТ 2.309 - 73 устанавливает обозначение шероховатости поверхностей и правила нанесения их на чертежах изделий. Высота h (cм. рисунок) знаков шероховатости равна высоте размерных чисел, высота Н равна 1,5 -..... 3h. Толщина линий знаков равна половине толщины основной линии.
Знак (рис.2,а) применяют для обозначения шероховатости поверхности, не устанавливаемой конструктором. Знак (рис. 2,б) применяют для поверхности, образованной удалением слоя материала (точением, сверлением и т.п.). Знак (рис. 2,в) для поверхности, образованной литьем, ковкой и т.п. (т.е. без удаления слоя материала).
На рис. 3 показана структура обозначения шероховатости. Вид обработки поверхности указывается только в случае ее единственности. Направление неровностей приводят только при необходимости.
| 
|
| Рис. 2 | Рис. 3 |
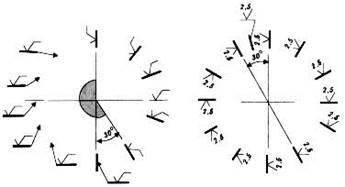 Рис. 4
Рис. 4
| Обозначение шероховатости на чертеже (рис.4) располагают на линиях контура, выносных линиях или на полках линий-выносок, а при недостатке места - на размерных линиях или их продолжении. Если знак имеет полку, обозначение шероховатости располагают относительно основной надписи (рис. 4,а), без полки - рис. 4,б. Если изображение с разрывом, то знак наносят ближе к месту, где указан размер. |
Обозначение шероховатости поверхностей зубчатых колес, эвольвентных колес, и т.д. условно наносят на линии делительной поверхности. Шероховатость профиля резьбы наносят на выносной линии, размерной линии или ее продолжении. Если шероховатость поверхности различна, то поверхность разграничивают сплошной тонкой линией и наносят размеры и знаки шероховатости на каждом участке.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение помещают в правом верхнем углу чертежа (рис.5). Размеры знака в обозначении больше, чем на чертеже, в полтора раза.
|
|
|
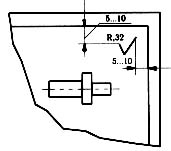 Рис. 5
Рис. 5
| 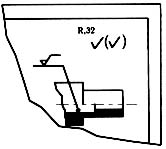 Рис. 6
Рис. 6
| При одинаковой шероховатости - преобладающей части поверхности изделия - обозначение помещают в правом верхнем углу чертежа, а в скобках знак (рис. 2,а), что означает: поверхности, шероховатость которых на чертеже не указана, должны иметь знак, поставленный перед скобками. Например, на рис. 6, в знак перед скобкой относится ко всей поверхности, кроме отверстий и паза. Размеры знака в скобке должны быть такие же, как у знаков, нанесенных на изображении. |
ЛИТЕРАТУРА
· Баранов Л.А., Панкевич А.П. Основы черчения. М.: Высш. шк., 1982.-351 с.
· Богданов и др. Справочное руководство по черчению. М.: Машиностроение, 1989. - 454 с.
· Боголюбов С.К. Черчение. М.: Машиностроение, 1989. - 336 с.
· Вяткин Г.П. и др. Машиностроительное черчение. М.: Машиностроение, 1985. - 368 с.
· Единая система конструкторской документации. Общие правила выполнения чертежей, сборник ГОСТов. - М.: Издательство стандартов, 1991.
· Левицкий В.С. Машиностроительное черчение. М.: Высш.шк., 1988. - 351 с.
· Никольский Л.П., Никольская Л. Н. Техническое черчение и машиностроительные чертежи. Л: Судостроение, 1987. - 304 с.
· Розов С.В. Курс черчения с картами программированного контроля. М.: Машиностроение, 1989. - 454 с.
Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению, 14-е изд. Л.: Машиностроение, 1982. - 416 с.
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 645; Нарушение авторских прав?; Мы поможем в написании вашей работы!