КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Механическая обработка ствола
|
|
|
|
Приведенный ниже процесс может превратить новую заготовку ствола в «хаммер». Я хочу осветить эту тему лишь так, чтобы вы примерно поняли как это делается. Не нужно думать, что если вы прочтете эту главу, то будете готовы подойти к токарному станку и начать делать это самостоятельно. Существует множество тонкостей в этом процессе, которые невозможно описать в таком кратком изложении.
Существуют различные методы, используемые для «выполнения патронников» в стволах. Снова ограниченное пространство в книге не позволяет детально описать каждый процесс, поэтому я опишу лишь тот метод, с которым знаком лучше всего – растачивание через переднюю бабку.
Заготовки стволов имеют конусность (кроме класса «Без ограничений»), причем конец со стороны патронника тоньше. Первые несколько дюймов с казенного конца обычно бывают «избыточно притертыми», так как с этой стороны вставляется притир со свежим притирочным компаундом. Я стараюсь избежать сохранения этой области в готовых нарезах. Кроме того, стволы должны иметь достаточную длину для оптимизации скорости, и в итоге ствол должен иметь длину больше 18-ти дюймового минимума, предписываемого правилами.
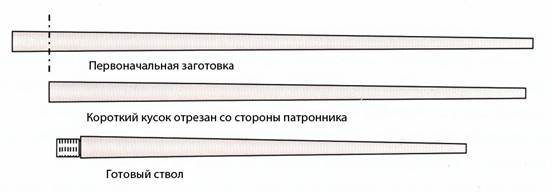
Если нашей целью является 21 дюйм финишной длины ствола и 5 фунтов 2 унции веса (случайные цифры), опытный оружейник сможет выбрать участок на заготовки, который обеспечит ему получение этих длины и веса. Он также оставит небольшой припуск на случай, если расточка патронника не удастся, и ему нужно будет отрезать эту область и начать патронник заново.
Если в этом процессе от заготовки ствола сначала отрезается небольшой кусок с казенного конца. Следующим шагом будет закрепление ствола в токарном станке и выставление его по индикаторам. Как можно увидеть на фотографии снизу, дульный конец выступает из передней бабки и выставляется по индикаторам. На обеих концах передней бабки токарного станка установлены четырехкулачковые «пауки». Вначале сторона патронника начерно поддерживается на месте невращающимся центром. Как только дульный конец выставлен по индикатору изнутри с точностью лучше.0001 дюйма, и четырехточечные опоры зажаты, переходим к стороне патронника.
|
|
|
Устанавливается паук, и невращающийся центр отводится. Затем сторона патронника выставляется по индикатору с тем же допуском, и четырехточечные опоры зажимаются. После быстрой проверки с целью убедиться в том, что дульный срез неподвижен, начинается расточка.

Выставление по индикатору – это не что иное как прижим щупа индикаторной головки к полям/нарезам и, при вращении паука от руки, наблюдение за индикатором при одновременной регулировке паука. Игла щупа будет идти по полям и падать в нарезы. Я выставляю ствол по нарезам, так как по ним движется наружная поверхность пули. Поля могут быть слегка различными по высоте, что соответствует чуть большей или чуть меньшей врезке их в пулю, но центрируют пулю нарезы.
Индикатор со стороны патронника должен иметь длинный щуп, который может достать до места, где будут располагаться лиды нарезов после выполнения патронника.

После выставления по индикатору ствола, следующим шагом будет торцовка конца и установка цифрового индикатора глубины на ноль. Цифровые отсчеты очень удобны при точении ствола, так как они делают расчеты величин хода настолько же простыми, как считывание чисел.
Небольшая часть затем обтачивается до наружного диаметра резьбы, и образуется «черновой буртик». К примеру, длина этой части может быть равной 1.050², а диаметр – 1.056². Хороший набор цифровых глубомеров и наружных микрометров с точностью измерений как минимум.0001² подтвердит то, что эти размеры получены.
|
|
|

Мне нравится небольшая проточка между буртиком и резьбой. На случай, если вы захотите «освежить поля», чего я не делаю, эта проточка должна быть маленькой, либо ее быть не должно. Для моих стволов типичной является проточка в.040², и для нашего гипотетического ствола она должна заходить на несколько тысячных глубже дна витков резьбы, скажем, до диаметра.990². Зачем резать эту проточку? Она обеспечивает место, где может скапливаться избыток смазки при вкручивании ствола. Также она немного упрощает нарезание резьбы. Имея точку, в которой инструмент будет выходить из резьбы, «поймать момент» отведения или остановки инструмента становится легче.

Теперь мы готовы нарезать резьбу на стволе, так что подходящий резьбонарезной (соответствующий вкладыш) инструмент отправляется на токарный станок. Предположим, что резьба на этом гипотетическом стволе имеет шаг 18 витков на дюйм, поэтому гитарный механизм токарного станка выставляем соответственно, и выбираем подходящую скорость. Наша задача – сделать множество проходов, чтобы машина могла обеспечить гладкую, без следов биения, поверхность резания. Нужно внимательно следить, чтобы не ударить буртик движущимся инструментом. Если это произойдет и ничего не сломается, у вас возникнет новый буртик и хвостовик новой длины.
Когда цифровой отсчет покажет приближение к окончательным размерам резьбы, проверьте ее. Двумя классическими методами является использование резьбового микрометра или набора проволочек для измерения резьбы и наружного микрометра. Я предпочитаю использовать проволочки и наружный микрометр, так как считаю, что это является лучшим способом измерения центра резьбы. Этот способ исключает возможность измерения шероховатой наружной или внутренней поверхности резьбы. Итак, что такое эти проволочки? Это просто кусочки закаленной стальной проволоки длиной от 2 до 3 дюймов с очень прецизионными диаметрами. Наборы таких проволочек можно приобрести у поставщиков оборудования для механообрабатывающих мастерских, таких как MSC Industrial Supply Co. Они продают различные диаметры в наборе, так что вам остается только использовать рекомендованный диаметр для вытачиваемой вами резьбы.
|
|
|
Две проволочки помещаются в витки резьбы по одну сторону ствола, и еще одна проволочка помещается в виток резьбы по другую сторону точно напротив первых двух. Эти проволочки можно зафиксировать на месте пеной или тонким резиновым колечком, и затем измерить наружным микрометром расстояние поверх них.
Как только размер достигнут, приступайте к развертыванию патронника. Эта операция разбита на две части, черновую и финишную.
Черновая позволяет вам удалить металл без использования финишной развертки и избыточного ее износа. Иногда применяется предварительное сверление с растачиванием. Иногда используется карбидная развертка для этой операции. Карбид, будучи очень твердым материалом, в принципе может выполнить как минимум, несколько тысяч «черновых патронников».
При использовании карбидной развертки, на развертку надевается «Т»-образная рукоятка, и на резцедержатель помещается упор. После нанесения большого количества смазки и передвижения невращающегося центра на место, приступайте к резанию черновой разверткой. Это делается пошагово, стружка вычищается, и смазка наносится снова. Этот процесс продолжается до тех пор, пока не останется несколько тысячных (.050² или около того) для работы финишной разверткой. Не заходите слишком далеко, рискуете развернуть фальшивые скаты, и также вам нужно убедиться в том, что финишной развертке осталось достаточно металла, чтобы резать его равномерно по всему патроннику.
Затем тщательно подбирается пилот для финишной развертки по внутреннему диаметру полей и устанавливается на финишную развертку. Типичный набор пилотов для 6-мм канала ствола будет содержать диаметры от.2356² до.2376² с шагом.0001².
Тот же самый процесс, что применялся при работе черновой разверткой, применяется и для финишного развертывания. Финальный рез выполняется после измерения проходным калибром, так что в результате получается чистый, гладкий патронник. Если зайдете слишком глубоко, вам придется подрезать буртик до соответствующей длины.
|
|
|
Затем режется и измеряется конус на пеньке ствола. Снимаются окончательные размеры, и внутренние поверхности только что выточенного патронника проверяются бороскопом. Если все размеры и внешний вид правильные, тогда выполняется финишная полировка патронника, конуса и резьбы.

Следующий шаг – выполнение дульного среза. Если патронник или резьба испорчены, то нет другого выхода кроме как подрезать ствол по буртик и начинать снова. Обычно вам представляется два шанса, чтобы сделать все правильно и не остаться с никчемной палкой для подвязывания помидоров в руках. Так как кусок с дульной части еще не отрезан, у вас остается шанс выполнить второй заход правильно. Будьте готовы к тому, что полученный в результате ствол окажется более длинным, и у вас будет меньшим диаметр буртика, чем вы планировали. Я не считаю это проблемой, когда наступает время стрелять, но он просто может не оказаться таким же, как если бы вы все сделали правильно с первого раза.
Когда наступает время выполнять дульный срез, полезно иметь весы, которые покажут вам реальный вес. В нашем примере, нам нужны 5 фунтов 2 унции веса ствола. Если ствол весит 5 фунтов 12 унций, отрежьте 10 унций.
После отрезки нужного куска, верните ствол обратно в токарный станок (поменяв концы местами), и выставьте его по индикаторам. Так как патронник теперь выходит снаружи, вам придется начать выставление по индикаторам с него. Выставьте по индикатору дульный конец с точностью.0001² или лучше. Подторцуйте дульный срез, а затем очень острым инструментом, используя подачу токарного станка, проточите дульный срез.
Я предпочитаю плоские дульные срезы, но другие вырезают конусы, ступеньки и т.д. Важно рассмотреть дульный срез через 10х лупу и убедиться в том, что поля и нарезы острые. Финишный шаг – это провести ватной палочкой Q-Tip по дульному срезу, вводя ее внутрь и выводя наружу, и не увидеть при этом никаких крошечных заусенцев, за которые цеплялась бы вата. Никогда не применяйте наждачную ткань или наждачную бумагу для «финишной» доводки дульного среза – если он неправильный, переточите его.
Я не люблю, когда на моих стволах имеется полировка или какие-то рисунки. Для меня нормально то, как они выходят из токарного станка. Полированные стволы дольше остывают между выстрелами. Шероховатая поверхность обеспечивает большую площадь поверхности, поэтому ствол остывает быстрее.
Важным последним шагом является гравировка калибра, диаметра шейки, производителя ствола, даты, номера ствола и оружейника на стволе. Эта информация поможет вам вести счет стволов и сохранять хороший набор записей по зарядам.
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 1340; Нарушение авторских прав?; Мы поможем в написании вашей работы!