КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Готовления вала
|
|
|
|
Типовой технологический процесс из
Типовые технологические процессы.
Технологические задачи формулируют в соответствии с рекомендациями и охватывают требованиям к точности детали по всем ее параметрам (рисунок 1.47).
Точность размеров.Точными поверхностями валов являются, как правило, его опорные шейки, поверхности под детали, передающие крутящий момент. Обычно они выполняются по 6...7-му квалитетам.
Точность формы.Наиболее точно регламентируется форма в продольном и поперечном сечениях у опорных шеек под подшипники качения. Отклонения от круглости и профиля в продольном сечении не должны превышать 0.25...0,5 допуска на диаметр в зависимости от типа и класса точности подшипника.
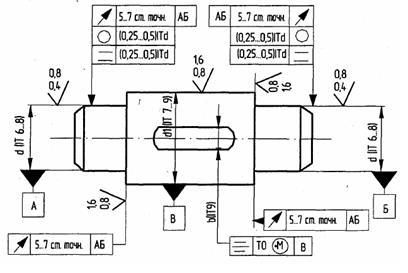
Рисунок 1.47. Эскиз вала с типовыми техническими требованиями.
Точность взаимного расположения поверхностей.Для большинства валов главным является обеспечение соосности рабочих поверхностей, а также перпендикулярности рабочих торцов базовым поверхностям. Как правило, эти величины выбираются по V - VII степеням точности.
Качество поверхностного слоя. Шероховатость базовых поверхностей обычно составляет Ra = 3,2... 0.4 мкм, рабочих торцов
Ra = 3,2—1,6 мкм, остальных несоответственных поверхностей
Ra = 12,5...6,3 мкм. Валы могут быть сырыми и термообработанными. Твердость поверхностных слоев, способ термообработки могут быть весьма разнообразными в зависимости от конструктивного назначения валов. Если значение твердости не превышает НВ 200...230. то заготовки подвергают нормализации, отжигу или термически не обрабатывают. Для увеличения износостойкости валов повышают твердость их рабочих поверхностей. Часто это достигается поверхностной закалкой токами высокой частоты, обеспечивающей твердость HRC 48...55. Поверхности валов из малоуглеродистых марок стали подвергают цементации на глубину 0,7...1,5 мм с последующей закалкой и отпуском. Таким способом можно достичь твердости HRC 55...60.
Так. например, для вала, представленного на рис. 3. технологические задачи формулируются следующим образом:
- точность размеров основных поверхностей находится в пределах б...8-го квалитетов. а размеры с неуказанными отклонениями выполняются по 14-му квалитету, - точность формы регламентируется для опорных шеек допусками круглости и профиля в продольном сечении - 0.006 мм. а у остальных поверхностей погрешности формы не должны превышать определенной части поля допуска на соответствующий размер (например, для нормальной геометрической точности 60 % от поля допуска);
- точность взаимного расположения задается допусками радиального и торцового биений (соответственно 0,02 мм и 0.016 мм) относительно базы:
- шероховатость сопрягаемых цилиндрических поверхностей ограничивается значениями Ra = 0,8 мкм. а торцовых - Ra = 1,6 мкм; шероховатость несопрягаемых поверхностей - Ra = 6.3 мкм; шлицевый участок подвергается термообработке ТВЧ HRC 50...55.
Рассмотрим основные операции механической обработки для изготовления вала с типовыми конструктивными элементами и требованиями к ним (рисунок 1.47).
005 Заготовительная.
Для заготовок из проката: рубка прутка на прессе или обрезка прутка на фрезерно-отрезном или другом станке. Для заготовок, получаемых методом пластического деформирования - штамповать или ковать заготовку.
010 Правильная {применяется для проката).
Правка заготовки на прессе. В массовом производстве может производиться до отрезки заготовки. В этом случае правится весь пруток на правильно-калибровочном станке.
015 Подготовка технологических баз.
Обработка торцов и сверление центровых отверстий. В зависимости от типа производства операцию осуществляют:
- в единичном производстве подрезку торцов и центрования на универсальных токарных станках последовательно за два установа:
- в серийном производстве подрезку торцов раздельно от центрования на продольно-фрезерных или горизонтально-фрезерных станках, а центрование - на одностороннем или двустороннем центровальном станке. Могут применяться фрезерно-центровальные полуавтоматы последовательного действия с установкой заготовки по наружном}* диаметру в призмы и базированием в осевом направлении по упору:
- в массовом производстве на фрезерно-центровальных станках барабанного типа, которые одновременно фрезеруют и центруют две заготовки без съема их со станка. Форму и размеры центровых отверстий назначают в соответствии с их технологическими функциями по ГОСТ 14034-74. Для нежестких валов (отношение длины к диаметру более 12) - обработка шеек под люнеты.
020 Токарная (черновая).
Выполняется за два установа на одной операции или каждый установ выносится как отдельная операция. Производится точение наружных поверхностей (с припуском под чистовое точение и шлифование) и канавок. Это обеспечивает получение точности IT12, шероховатости Ra = 6,З. В зависимости от типа производства операцию выполняют:
в единичном производстве на токарно-винторезных станках:
в мелкосерийном - на универсальных токарных станках с гидросуппортами и станках с ЧПУ;
в серийном - на копировальных токарных станках, горизонтальных многорезцовых, вертикальных одношпиндельных полуавтоматах и станках с ЧПУ;
в крупносерийном и массовом - на многошпиндельных многорезцовых полуавтоматах; мелкие валы могут обрабатываться на токарных автоматах.
025 Токарная (чистовая).
Аналогичная приведенной выше. Производится чистовое точение шеек (с припуском под шлифование). Обеспечивается точность IT11...10, шероховатость Ra = 3.2.
030 Фрезерная.
Фрезерование шпоночных канавок, шпицев, зубьев, всевозможных лысок.
Шпоночные пазы в зависимости от конструкции обрабатываются либо дисковой фрезой (если паз сквозной) на горизонтально-фрезерных станках, либо пальцевой фрезой (если паз глухой) на вертикально-фрезерных станках. В серийном и массовом производствах для получения глухих шпоночных пазов применяют шпоночно-фрезерные полуавтоматы, работающие маятниковыми методом.
Шлицевые поверхности на валах чаще всего получают методом обкатывания червячной фрезой на шлицефрезерных или зубофрезерных станках. При диаметре шейки вала более 80 мм шлицы фрезеруют за два рабочих хода.
035 Сверлильная.
Сверление всевозможных отверстий.
040 Резьбонарезная.
На закаливаемых шейках резьбу изготавливают до термообработки. Если вал не подвергается закалке, то резьбу нарезают после окончательного шлифования шеек (для предохранения резьбы от повреждений). Мелкие резьбы у термообрабатываемых валов получают сразу на резьбошлифовальных станках. Внутренние резьбы нарезают машинными метчиками на сверлильных, револьверных и резьбонарезных станках в зависимости от типа производств. Наружные резьбы нарезают:
- в единичном и мелкосерийном производствах на токарно-винторезных станках плашками, резьбовыми резцами или гребенками;
- в мелкосерийном и серийном производствах резьбы не выше 7-й степени точности нарезают плашками, а резьбы б-й степени точности - резьбонарезными головками на револьверных и болторезных станках:
- в крупносерийном и массовом производствах - гребенчатой фрезой на резьбофрезерных станках или накатыванием.
045 Термическая.
Закалка объемная или местная согласно чертежу детали.
050 Шлифовальная.
Шейки вала шлифуют на круглошлифовальных или бесцентрошлифовальных станках. Шлицы шлифуются в зависимости от центрирования;
- по наружной поверхности - наружное шлифование на круглошлифовальных станках и шлифование боковых поверхностей на шлицешлифовальном полуавтомате одновременно двумя кругами и делением;
- по поверхности внутреннего диаметра - шлифование боковых поверхностей шлицев и шлифование внутренних поверхностей по диаметру, либо профильным кругом одновременно, либо в две операции.
|
|
|
|
|
Дата добавления: 2015-05-29; Просмотров: 1402; Нарушение авторских прав?; Мы поможем в написании вашей работы!