КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарно-винторезный станок модели 1А62
|
|
|
|
Классификация токарных станков
Токарные станки составляют наиболее многочисленную группу металлорежущих станков и являются весьма разнообразными по размерам и по типам.
Основными размерными характеристиками токарных станков являются:
наибольший допустимый диаметр обрабатываемой детали над станиной; более часто этот размер выражают высотой центров над станиной, что характеризует наибольший допустимый радиус (полудиаметр) обрабатываемой детали над станиной;
расстояние между центрами, т. е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке при смещении задней бабки в крайнее правое положение (без свешивания) при выдвинутой до отказа пиноли.
Все токарные станки по высоте центров могут быть разделены на три группы:
1) мелкие станки — с высотой центров до 150 мм;
2) средние станки — с высотой центров 150 — 300 мм;
3) крупные станки — с высотой центров свыше 300 мм.
Мелкие станки имеют расстояние между центрами не свыше 750 мм, средние — 750, 1000 и 1500 мм, крупные — от 1500 мм и выше.
Наибольшее распространение на машиностроительных заводах имеют средние токарные станки.
По типам различают:
Токарно-винторезные станки, предназначенные для выполнения всех основных токарных работ, включая нарезание резьб резцом при помощи ходового винта; эти станки имеют самое широкое распространение.
Токарные станки, не имеющие ходового винта, применяемые для выполнения разнообразных токарных работ, за исключением нарезания резьбы резцом.
К станкам токарной группы относятся также лобовые и карусельные станки.
Лобовые станки, снабженные планшайбой большого диаметра (до 2 м и более), служат для обтачивания крупных деталей малой длины — шкивов, маховиков, больших колец и т. д.
Карусельные станки имеют вертикальную ось вращения и, следовательно, горизонтальную поверхность планшайбы (стола). Применяются они для обработки деталей большого диаметра и малой длины. Строят их с диаметром стола до 25 м.
При обработке больших партий деталей, которые по конструкции допускают одновременную обработку несколькими резцами, применяют так называемые многорезцовые токарные станки.
При изготовлении больших партий деталей, имеющих в большинстве случаев осевые отверстия, токарная обработка производится обычно на револьверных станках.
В условиях крупносерийного и массового производства револьверные станки вытесняются более производительными токарными автоматами и полуавтоматами.
Кроме того, в машиностроении применяют различные специальные токарные станки, предназначенные для обработки какого-нибудь определенного рода деталей — коленчатых валов, прокатных валиков, паровозных и вагонных осей, бандажей и колес, кулачковых валиков и т. д.
|
|
|
Токарные станки каждого типа в зависимости от размеров обрабатываемых деталей и особенностей конструкции отдельных узлов и элементов различаются по моделям. Каждой модели станка присвоен определенный шифр, например 1616, 1А62, 1К62 и т. п.
В настоящее время отечественные станкостроительные заводы выпускают большое количество различных токарно-винторезных станков.
Токарно-винторезный станок 1А62 производства завода «Красный пролетарий» (рис. 35) является одним из наиболее распространенных станков на наших машиностроительных заводах.
Техническая характеристика станка. Высота центров над станиной 200 мм. Расстояние между центрами 750, 1000 и 1500 мм. Наибольший диаметр точения над станиной 400 мм, над суппортом 210 мм. Наибольший диаметр прутка, проходящего через отверстие шпинделя, 37 мм. Количество рабочих скоростей шпинделя 24.
Пределы чисел оборотов в минуту при рабочем ходе от 11,5 до 1200.
Продольные подачи суппорта в миллиметрах на один оборот шпинделя 0,08—1,59. Мощность электродвигателя 7 квт.
|
|
|
Управление станком. На рис. 35 показаны органы управления станком 1А62 и указаны назначения всех рукояток, маховичков и рычагов.
Включение электродвигателя производится нажатием кнопки «Пуск», а остановка — нажатием кнопки «Стоп» кнопочной станции 5, расположенной на станине, под передней бабкой. Включение вращения шпинделя производится рукоятками 17 или 11, управляющими пусковой фрикционной муфтой. Если рукоятку 11 повернуть вверх, шпиндель начнет вращаться (прямой ход); если же рукоятку 11 установить в среднее положение, вращение шпинделя выключается. Чтобы изменить направление вращения шпинделя, нужно рукоятку 11 опустить вниз.
Для изменения числа оборотов шпинделя служат рукоятки 1, 3 и 4, устанавливаемые в различные положения; эти рукоятки управляют набором зубчатых колес коробки скоростей (рис. 35, б).
Рукоятка 2 служит для увеличения шага резьбы в 4 и в 16 раз. Изменение величины подачи, а также установку шага резьбы производят при помощи рукояток 25, 20, 18 и 24. К коробке подачи прикреплена табличка, на которой указано, какая подача или какой шаг резьбы соответствует различным положениям этих рукояток.
Для включения ходового винта (при нарезании резьбы) или ходового вала (при продольном или поперечном точении) служит рукоятка 23. Маховичок 15 служит для перемещения каретки суппорта вручную. Включение продольной или поперечной подачи производится рукояткой 14. Направление хода суппорта при точении изменяется рукояткой 16. Рукоятка 12 служит для включения и выключения гайки ходового винта. Рукоятки 14 и 12 сблокированы: одновременное их включение невозможно. Для включения и выключения механической подачи служит рукоятка 13, расположенная на передней стенке фартука. Рукоятка 6 служит для поперечной подачи суппорта вручную, рукоятка 8 — для ручного перемещения верхней части суппорта.
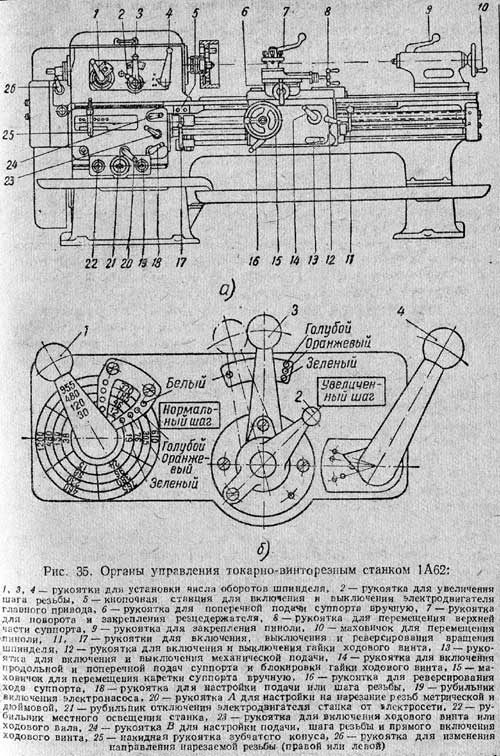
Для поворота и закрепления резцовой головки резцедержателя служит рукоятка 7.
Рукояткой 9 производят закрепление пиноли задней бабки, маховичком 10 — передвижение пиноли.
|
|
|
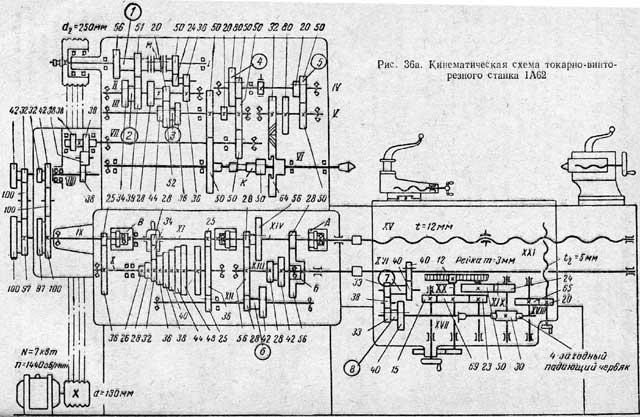
На рис. 36а показана кинематическая схема станка 1А62.
Привод главного движения. Электродвигатель (мощность 7 квт, п = 1440 об/мин) через клиноременную передачу со шкивами d130 и d250 мм приводит во вращение приводной вал I коробки скоростей. На валу I сидит сдвоенная фрикционная пластинчатая муфта М, при помощи которой осуществляется пуск, останов и изменение направления вращения шпинделя при включенном электродвигателе. Если сжать пластины левой половины муфты М, то получит вращение блок 1 с зубчатыми колесами г = 56 и z = 51, осуществляющий рабочее вращение шпинделя. При сжатии пластин правой половины муфты М получает вращение колесо z = 50, осуществляющее обратное вращение шпинделя.
С зубчатыми колесами z = 56 и z = 51 блока / могут сцепляться соответственно колеса z = 34 и z = 39 блока 2, который можно передвигать вдоль шлицевого вала II. Таким образом, валу II можно передавать два различных числа оборотов в минуту.
От вала II через зубчатые колеса z = 28, z = 20 и z = 36 и передвигаемый блок 3 с колесами z = 44, z = 52 и z = 36 вращение передается валу III, благодаря чему этот вал может получить 2x3 = 6 разных чисел оборотов в минуту.
Если при помощи кулачковой муфты К, сидящей на шпинделе, включить зубчатое колесо z = 50, свободно сидящее на шпинделе VI слева, то вращение от вала III передается непосредственно шпинделю через колеса z = 50 и z = 50, благодаря чему он может получить шесть разных чисел оборотов в минуту. Если же при помощи муфты К включить колесо z = 64, сидящее на шпинделе справа, то вращение от вала III через неподвижно сидящие на нем зубчатые колеса z = 20 и z = 50 может передаваться на передвигаемый по валу IV блок 4, состоящий из двух колес z = = 80 и z = 50, благодаря чему вал IV может иметь 2x3x2=12 различных чисел оборотов в минуту.
Блок 5 с колесами z = 20 и z = 50, передвигаемый по валу IV, передает вращение колесам z = 80 или z = 50, неподвижно сидящим на валу V. Этот вал может иметь 2x3x2x2 = 24 разных числа оборотов в минуту.
От вала V через косозубое колесо z = 32 вращение передается косозубому колесу z — 64, сидящему на шпинделе. Таким образом, шпиндель может получить 6 + 24 = 30 скоростей, из которых разных скоростей будет 24, а остальные шесть — повторяющиеся.
|
|
|
Изменение чисел оборотов шпинделя производится тремя рукоятками 1, 3 и 4, расположенными с передней стороны коробки скоростей (cм. рис. 35, а и б). Числа оборотов шпинделя в минуту, получающиеся при различных положениях этих рукояток, приведены в паспорте станка (см. приложение 1, стр. 298).
Рукоятка 1 наглухо соединена с диском (см. рис. 35, б), на котором по четырем концентрическим окружностям указаны числа оборотов шпинделя в минуту:
на первой окружности — 370, 610, 765, 460, 1200, 955;
на второй окружности — 185, 305, 380, 230, 600, 480;
на третьей окружности — 46, 76, 96, 58, 150, 120;
на четвертой окружности — 12, 19, 24, 15, 38, 30.
Над диском расположена неподвижная рамка с радиально расположенным окошком. Когда поворачивают рукоятку 1, то вместе с ней поворачивается диск, и в окошке появляются очередные четыре числа, обозначенные на диске.
На боковых стенках рамки, на уровне каждой окружности диска, имеются кружочки, закрашенные четырьмя различными цветами: у первой окружности — белым, у второй — голубым, у третьей — оранжевым и у четвертой — зеленым.
Усовершенствование токарного станка
| характеристика | свойства | |||
| а | Скорость шпинделя | |||
| б | Высота центра над станиной | |||
| в | Шаги нарезаемых резьб | метрическая | дюймовая | коническая |
| г | Мощность | маленькая | средняя | большая |
| д | Количество оборотов | 11-400 | 400-800 | 800-1200 |
| е | Лобзик для автоматической работы | полуавтомат | автомат | - |
| ё | емкость для сбора мусора и очистки масла | Очищается каждые 50 мин. | Очищается каждые 35 мин. | Очищается каждые 20 мин. |
| ж | регулятор подачи масла | 9л/мин | 5л/мин | 1л/мин |
Возможные варианты усовершенствование токарного станка:
А3, Б3, В1,2,3, Г3, Д3, Е2, Ё1, Ж3-имеет большую мощность и количества оборотов, автоматический, не часто нуждается в очистке, требует меньше масла.
А3, Б3, В1,2,3, Г3, Д3, Е2, Ё3, Ж1-имеет большую мощность и количество оборотов, автоматический, но нуждается в частой очистке, требует больше масла.
А1, Б1, В1,2,3, Г1, Д1, Е1, Ё1, Ж1-имеет меньшую мощность и количество оборотов, полуавтоматический, не часто нуждается в очистке, требует меньше масла.
Замечание: Имеют место различные варианты, но существует зависимость мощности от количества потребляемого масла и также большее накапливание мусора.
Используемая литература:
Сайт: http://tehinfor.ru
http://millennium2002
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 1550; Нарушение авторских прав?; Мы поможем в написании вашей работы!