КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Перевірка паралельності осі шпинделя передньої бабки до напряму повздовжнього переміщення
|
|
|
|
Перевірка радіального і осьового биття шпинделя.
Перевірка радіального биття осі отвору шпинделя передньої бабки здійснюється по твірній циліндричної оправки, яка вставляється в отвір шпинделя. Індикатор встановлюють так, щоб його вимірювальний стрижень з п’ятою торкався до поверхні твірної оправки, як показано на мал. 1.2. Повертаючи шпиндель, визначають биття біля торця шпинделя і на відстані 300 мм від нього. Норма точності складає: біля торця – 0,01 мм, на відстані 300 мм – 0,02 мм.
Для перевірки радіального биття центруючої шийки шпинделя індикаторний стрижень повинен торкатися поверхні твірної шпинделя. Биття також визначається поворотом шпинделя. Для перевірки осьового биття шпинделя індикатор встановлюється так, щоб штифт торкався центру торця оправки.
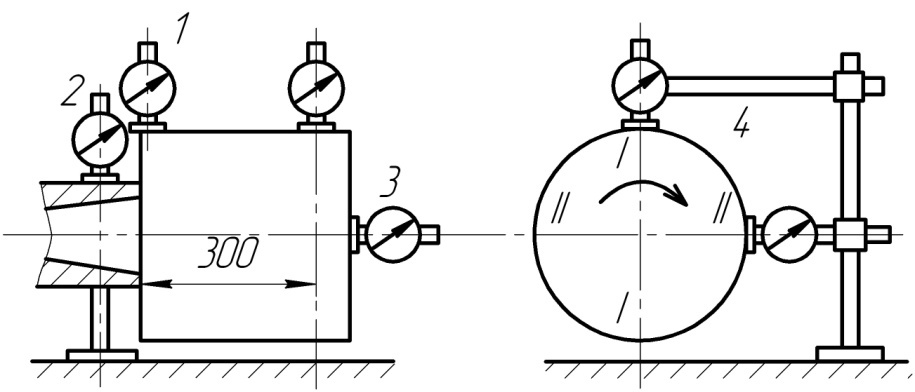
Рис. 1.2. Схема перевірки радіального і осьового биття шпинделя і паралельності його осі до напрямку поздовжнього переміщення суппорта
У шпиндель вставляється оправка, а на супорті встановлюються індикатори так, щоб п’яти вимірювальних стрижнів торкалися до верхньої і бічної твірних оправки 50±0,005 мм. Переміщаючи супорт вздовж оправки, визначають відхилення по двох діаметрально протилежних твірних, тобто та ж операція повторюється після повороту оправки на 1800. У крайніх перетинах I–I і II–II, як показано на рис. 1.2, визначаються відхилення. Похибка, визначається як середнє арифметичне двох вимірів (початкового і при повороті на 1800) і порівнюється з нормою точності із табл. 1.1.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 459; Нарушение авторских прав?; Мы поможем в написании вашей работы!