КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Круглошлифовальные станки
|
|
|
|
Круглошлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали 100—160 мм, а наибольшая ее длина — 150—1250 мм.
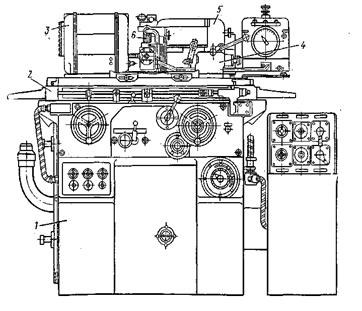
На рис. 62 показан общий вид круглошлифовального станка мод. ЗА150. Техническая характеристика станка: наибольший диаметр обрабатываемой детали 100 мм; наибольшая длина шлифования 180 мм; диаметр шлифовального круга 220 — 300 мм; наибольший угол поворота стола 10".
Станок имеет следующие основные узлы. На направляющих станины 1 установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку можно закреплять на различном расстоянии от передней, в зависимости от длины обрабатываемой детали. Сзади, на поперечных направляющих станины размещена шлифовальная бабка 5 с приводом вращения шлифовального круга 6. Деталь, установленную в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом 2 детали сообщают возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокругвертикальной оси на угол, соответствующий конусности детали (обычно до 10 градусов).
|
Рис. 62. Круглошлифовальный станок мод. 3А150
На рис. 63 представлена гидрокинематическая схема станка. В станке автоматизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки, подача круга на врезание после каждого одинарного или двойного хода стола, включение и остановка вращения шпинделя бабки изделия, а также включение и выключение подачи охлаждающей жидкости. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянна.
|
|
|
На станке можно производить как врезное, так и продольное шлифована в полуавтоматическом цикле до жесткого упора или с применением прибора активного контроля типа БВ-1096. В последнем случае циклом шлифования управляют конечные выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в процессе шлифования измерять диаметр обрабатываемой детали. Это сокращает
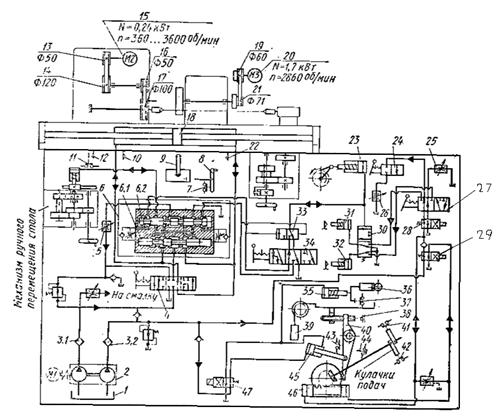
Рис. 63 Гидрокинематическая схема станка мод. 3А150
время обработки, так как нет необходимости останавливать станок для измерения, а также исключает возможность брака.
Привод главного движения смонтирован на шлифовальной бабке;
электродвигателя 20 движение к шпинделю шлифовального круга пере-
дается ременной передачей 19 — 21.
Круговая подача — вращение обрабатываемой детали производится от электродвигателя постоянного тока 15 с бесступенчатым регулированием частоты вращения через ременную передачу 13 — 14 и 16 — 17. Деталь вращается в неподвижных центрах, в результате чего повышается точность обработки.
Гидравлическое оборудование станка осуществляет следующие функции
возвратно-поступательное движение стола; подвод и отвод шлифовальной
бабки; включение механизма ручного перемещения стола; автоматическую
периодическую подачу на врезание шлифовальной бабки через храповой
механизм; автоматические врезные и периодические подачи; смазку
направляющих.
Гидравлическое управление столом осуществляется с помощью гидропанели б. Масло из бака 1сдвоенным лопастным насосом 2 подается через фильтр 3.1 к крану управления 4 и далее, в зависимости от положения золотников гидропанели 6, в правую или левую полости гидроцилиндра 18 стола. В показанном на схеме положении золотников 6.1 и 6.2 и при соответствующем положении крана 4 масло подается в правую полость цилиндра, а из левой полости подводится к гидропанели 6 и далее через, дроссель 5 идет на слив.
|
|
|
Реверсирование стола осуществляется с помощью упоров 10 и 22, закрепленных на столе, которые попеременно нажимают на выступающий рычаг 9 и поворачивают его. При повороте этого рычага, через зубчатую передачу (на рисунке не показана) перемещается управляющий золотник 6.2,вследствие чего масло подается к левому торцу реверсивного золотника 6.1 и перемещает его. Далее масло направляется в левую полость цилиндра 18, и стол начинает перемещаться в обратном направлении. Управляющий золотник 6.2 может быть переключен также вручную поворотом рычага 9. Стол останавливают путем изменения положения крана. Кран имеет три фиксированных положения: «Пуск» (крайнее левое), «Стоп» (среднее) и «Разгрузка» (крайнее правое). При положении «Пуск» линия нагнетания соединяется со средней проточкой реверсивного золотка 6.1. При положении «Стоп» линия нагнетания отсекается от этой проточки золотника, и полости цилиндра 18 соединяются между собой, что позволяет перемещать стол вручную. При положении «Разгрузка» масло насоса через кран идет на слив, при этом обе полости цилиндра также соединяются между собой. Рассмотрим работу станка при различных видах шлифования. Шлифование врезанием до жесткого упора. При нажиме на конечный выключатель 7 рукояткой управления 8 включается электромагнит золотника и масло от насоса 2, через фильтры 3.1 и 3.2 поступает в правую полость цилиндра 45 быстрого подвода шлифовальной бабки. В начале подвода освобождается конечный выключатель 44, который включает вращение детали и подачу охлаждающей жидкости. В конце подвода нажимается конечный выключатель 43, который включает электромагнит золотника 29, масло начинает поступать в правую полость цилиндра 46 кулачков подачи. Слив из левой полости цилиндра 46 происходит через золотник 28, краны 27, 24 и дроссель черновой подачи 26. Краны 27 и 24 установлены в соответствующее положение.
Черновая подача сменяется чистовой после нажима кулачком подач на конечный выключатель 42, который включает электромагнит золотника 28.
|
|
|
Вэтом случае масло сливается через дроссель чистовой подачи 25.
В конце шлифования рычаг 40 подвода бабки упирается в жесткий упор 38,
и подача бабки прекращается. Кулачки подач продолжают поворачиваться до нажатия на конечный выключатель 41. Последний, срабатывая,
включает электромагнит золотника 47. Шлифовальная бабка под действием груза 39 движется в исходное положение, освобождая конечный выключатель 43; при этом отключается электромагнит золотника 29. Масло поступает в левую полость цилиндра 46 ввиду большого сопротивления в цепи дросселя 25. В конце отхода шлифовальная бабка нажимает на выключатель 44, который отключает вращение детали и подачу охлаждающей жидкости. Цикл шлифования закончен.
В станке предусмотрена возможность шлифования врезанием с использованием прибора активного контроля 36, который позволяет по достижении заданного размера с помощью выключателя 37 отключить электромагниты золотников 47 и 29. Губки прибора подводятся к детали цилиндром 35 одновременно с подводом шлифовальной бабки.
Продольное шлифование до жесткого упора. В этом случае кран 27становится в положение, при котором масло попадает к дозаторам 31 или 32. Цикл начинается перемещением рукоятки управления 8 на себя (включение подвода бабки) и поворотом вправо (включение хода стола). Такое шлифование аналогично шлифованию с врезанием до жесткого упора, только кулачки подач поворачиваются теперь периодически, так как слив из цилиндра 46 происходит не непрерывно, а порциями, определяемыми объемами чернового 31 и чистового 32 дозаторов.
При реверсах стола масло из гидропанели 6 через кран 34 и золотник 33 попадает к цилиндру 23 и золотнику 30. Шток цилиндра 23 механически замкнут, и подачи через храповой механизм в этом случае не происходит. Золотник 30 открывается, и порция масла из цилиндра 46 через золотник 28 и кран 27 попадает в дозатор 31 (черновое шлифование) или 32 (чистовое шлифование) в зависимости от положения золотника 28. Соответственно перемещается поршень цилиндра 46 и поворачивает кулачки подач на определенный у г о л.
|
|
|
После реверса стола трасса, по которой масло подводилось к цилиндру 23 и золотнику 30, соединяется со сливом, и под действием пружины золотник 30 возвращается в исходное положение, открывая слив из цилиндров 31 и 32. Как только деталь будет обработана, шлифовальная бабка отойдет назад, но не сразу, а лишь после окончания хода стола т. е. после нажима упором 12 стола на конечный выключатель 11, который даст команду на отвод бабки.
Продольное шлифование можно выполнить с прибором активного контроля, как и при шлифовании врезанием.
Продольное шлифование с периодической подачей от храпового механизма. При работе с прибором активного контроля специальный переключатель режима работы ставится в соответствующее положение, при этом с помощью электромагнита включается гидравлический золотник 29. Далее, при включении выключателя 7 рукояткой управления 8 шлифовальная бабка перемещается вперед до жесткого упора. Периодические подачи происходят при реверсах стола храповым механизмом. При достижении нужного размера и после окончания хода стола (блокировка через выключатель) шлифовальная бабка автоматически отходит назад. В начале нового цикла шлифовальную бабку надо вручную отвести назад на величину припуска.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 1227; Нарушение авторских прав?; Мы поможем в написании вашей работы!