КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Точность сборки
Основные понятия и определения.
Сборка – комплекс действий, исполнителей и орудий труда по преобразованию в определённой последовательности взаимоориентированных составных частей, готовые изделия с требуемыми параметрами.
Особенности сборки:
1) Наиболее ответственная стадия.
2) Сложная стадия.
3) Трудоёмкая стадия.
Действия:
1) Соединение деталей.
2) Доработка поверхностей деталей.
3) Изменение состояния деталей.
Технологическая классификация соединений:
Класс 1-й. Соединения с гарантированным зазором.
Класс 2-й. Соединения, выполняемые пластическим деформированием детали (клёпка, шплинтование, раскернивание).
Класс 3-й. Соединения, выполняемые упругим деформированием детали (прессовые соединения).
Класс 4-й. Соединения, осуществляющиеся крепёжными соединениями (резьбовые).
Класс 5-й. Сварные, паяные и клеевые соединения.
Класс 6-й. Специальные соединения.
Виды состояния:
1) Напряжённо-деформированные (изгиб, коробление, напряжения).
2) Колебательные (собственная частота, форма колебаний).
3) Герметичность.
4) Параметры геометрии масс:масса, моменты инерции, неуравновешенность.
Виды сборки:
Узловая, общая, предварительная, промежуточная, окончательная, под сварку, групповая, типовая.
Средства выполнения технического процесса (орудия труда):
Прессовое оборудование; оборудования для нагрева и охлаждения; подъёмно-транспортное оборудование; оборудование для мойки, сушки, упаковки; специальные установки.
Оснастка состоит из инструмента и приспособления (гаечные ключи, отвёртки, молотки).
Приспособления бывают рабочие и установочные.
Сборочные параметры:
Механические, электромагнитные, тепловые, геометрические.
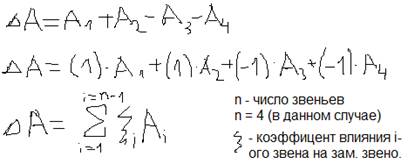
Расчёт точности - это определение значения замыкающего звена цепи.
Сборочный параметр – случайная величина и подчиняется следующим законам:
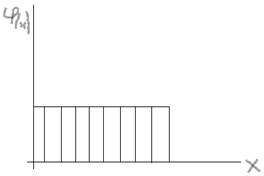
1. Закон равной вероятности (закон прямоугольника):
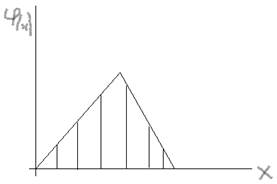
2. Закон Симпсона (закон треугольника):
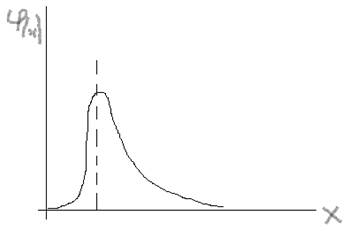
3. Закон Релея (погрешности взаимного положения и формы детали):
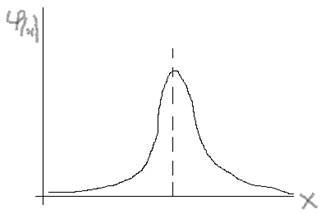
4. Закон Гаусса (суммирование большого числа погрешностей):
М{X} математическое ожидание
М0{X} наивероятнейшее значение
G {X} дисперсия
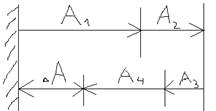
Размерная цепь – совокупность размеров, образующих замкнутый контур и непосредственно участвующих в поставленной задаче. Звенья цепей – однородные и неоднородные. Цепи – конструкторские, технологические, измерительные.
Методы расчёта точности:
- Максимум-минимум (погрешность ~1000%).
- Вероятностный расчёт (погрешность в 2 раза).
- Метод Монте-Карло (погрешность 1% или меньше, зависит от кол-ва просчитанных операций).
Методы достижения заданной точности:
1. Полная взаимозаменяемость. Применяется в массовом и крупносерийном производстве для короткозвенных цепей. 0,27% брака.

2. Неполная взаимозаменяемость. Применяется в серийном производстве для многозвенных цепей. При условии, что брак не окончательный.
3. Метод подбора или селективная сборка. Применяется в массовом и крупносерийном производстве для короткозвенных цепей при сборке высокой чёткости.
4. Метод компенсации. Применяется в серийном производстве для многозвенных цепей. Нужен компенсатор (гайка, втулка, прокладка).

5. Метод пригонки. Применяется в мелкосерийном производстве для многозвенных цепей. В место компенсатора – штатная деталь, но увеличенного размера.
Обязательно выполнять расчёт ожидаемой точности. Методом Монте-Карло. На основании этих расчётов выбирается метод достигаемой точности. Ещё учитывать экономические составляющие.
|
|
Дата добавления: 2015-06-26; Просмотров: 219; Нарушение авторских прав?; Мы поможем в написании вашей работы!