КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Параметры очага деформации
|
|
|
|
Различают продольное, поперечное сечение и горизонтальную проекцию очага деформации, позволяющие дать ему полную характеристику и определить его основные параметры.
Рассмотрим схему очага деформации при прокатке труб в круглом калибре без оправки (см. рис. 4). Длина очага деформации в сечении по дну калибра (l) определяется высотой (Н) входящего в калибр профиля и диаметром выходящей трубы (D)
 (9)
(9)
где Dид— идеальный диаметр валка.
Значение угла захвата (α) находим по выражению
 (10)
(10)
Ширина трубы Вт, выходящей из калибра, зависит от ширины контура входящей заготовки, величины деформации и характера уширения металла в калибре. При условии полного заполнения калибра металлом ширина трубы равна ширине калибра, что позволяет записать

При прокатке труб в круглом калибре на короткой неподвижной оправке (см. рис. 5, а) длина очага деформации состоит из двух участков: l1 — участка редуцирования и l2 — участка обжатия стенки.
В этом случае вся длина очага деформации l определяется по формуле (9). Длину участка обжатия стенки l2 находим с учетом обжатия ΔS стенки в вершине калибра, расчетного диаметра оправки  , угла конусности оправки
, угла конусности оправки  и длины участка оправки, выступающей за линию центров валка a П, равной половине ширины цилиндрического пояска оправки
и длины участка оправки, выступающей за линию центров валка a П, равной половине ширины цилиндрического пояска оправки
 (11)
(11)
Можно для определения l2 использовать и приближенную формулу
 (12)
(12)
Длина участка редуцирования определяется разностью

При прокатке на длинной подвижной оправке (рис. 5, б) длина участка обжатия стенки
 (13)
(13)
где Sн, S — толщина стенки трубы в сечении по вершине калибра до прохода и после;

Формоизменение металла в калибре при наличии оправки характеризуется значительной неравномерностью деформации. На участке вершины калибра происходит интенсивная деформация по стенке, а в зоне выпуска обжатие по стенке отсутствует и наблюдается отставание металла от оправки. Незаполняемость площади калибра составляет 1—8%.
|
|
|
Для прокатки труб в калибрах характерно сплющивание их контура в начальный момент захвата, что является причиной несоответствия формы калибра и задаваемой в него трубы, в результате чего обжатие трубы осуществляется не по всему периметру трубы, а только на отдельных участках. В начальный
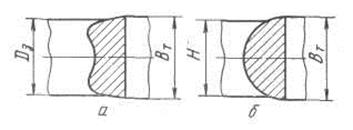
Рис. 6. Форма горизонтальной проекции контактной поверхности:
а — при первом проходе; б — при последующих проходах; D3 — диаметр круглой заготовки; Вт — ширина трубы, выходящей из калибра; Н — высота предыдущего калибра
момент захвата трубы валками продольная деформация практически отсутствует, но по мере втягивания трубы в калибр возрастает продольная деформация (вытяжка), что приводит к прекращению сплющивания и полному заполнению калибра по периметру.
При значительных деформациях по стенке возможна утяжка металла из внеконтактных зон (участков выпуска), что уменьшает
несколько ширину трубы в очаге деформации. Тонкостенные трубы имеют большую склонность к сплющиванию, чем толстостенные.
При прокатке труб в первом проходе заготовка имеет круглую форму, а в последующих проходах — овальную с вертикальным расположением большой оси овала. Отсюда форма горизонтальной проекции контактной поверхности соприкосновения металла с валком при первом и последующих пропусках не одинаковая (рис. 6) и отличается от характерной трапецеидальной формы при продольной прокатке полос.
Точное аналитическое определение площади контактной поверхности требует весьма сложных расчетов, поэтому на практике чаще применяют приближенное выражение
 (14)
(14)
где Вср — средняя ширина контактной поверхности, примерно равная ширине калибра, в котором осуществляется прокатка; CF =1,1-1,2 коэффициент формы контактной поверхности; при задаче круглой гильзы или трубы CF0=0,78-0,90; при задаче овальной трубы на ребро CF = 0,78-0,90; при прокатке круглых труб в овальных калибрах CF = 0,8-0,85.
|
|
|
Существующие методы определения площади горизонтальной проекции поверхности контакта металла и инструмента не учитывают внеконтактной деформации, заключающейся в изменении профиля входящей трубы до момента соприкосновения с валком, что приводит к изменению длины и формы задней границы очага деформации: диаметр трубы по вершине уменьшается, а по выпуску увеличивается. В практических расчетах этими изменениями можно пренебречь.
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 3062; Нарушение авторских прав?; Мы поможем в написании вашей работы!