КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Токарная операция
|
|
|
|
Внутришлифовальная чистовая.
Внутришлифовальная предварительная
Фрезерная.
Сверлильная.
Сверлить и зенковать отверстия. Технологическая база – та же. Станок вертикально-сверлильный, сверлильный с ЧПУ, агрегатно-сверлильный с многошпиндельной головкой.
Фрезеровать фланец с лысками. Технологическая база – та же плюс крепежное отверстие. Станок –вертикально-фрезерный.
030 Шлифовальная.
Шлифовать наружную поверхность центрирующего пояска и торец.
Технологическая база – наружная поверхность большого фланца и торец. Станок – универсально-шлифовальный или торцекруглошлифовальный.
035 Контрольная.
Примеры типовых маршрутов изготовления втулок
Пример 1. Ниже приведены краткое описание операций и операционные эскизы для изготовления втулки
005 Заготовительная (ГКМ).
010 Токарно-винторезная.
Выполняется на станке с ЧПУ РТ-706. Расточить поверхности 1, 3 под шлифование, 2 начисто, подрезать торец, растачивание канавки и фасок.
015 Токарно-винторезная.
Выполняется на станке с ЧПУ. Точить поверхности 1 (под шлифование) 2, 3, 4 начисто, подрезать торец, точить канавку 1 и фаски.
020 Радиально-сверлильная.
Выполняется на радиально-сверлильном станке 2Н53. Сверлить 4 отверстия 1 и зенкеровать 4 отверстия 2. Сверление отверстий под резьбу и нарезание резьбы 025 Термическая. НRС 50...55.
Выполняется на станке 3227. Шлифовать поверхности 1, 2 и торец 3.
035 Круглошлифовальная предварительная.
Выполняется на станке ЗА153. Шлифовать поверхность 1 и торец 2.
Выполняется на станке 3227. Шлифовать поверхности 1, 2.
045 Круглошлифовальная чистовая.
Выполняется на станке ЗА153. Шлифовать поверхность 1 и торец 2.
Пример 2. Ниже приведено описание операций с указанием основных средств технологического оснащения для изготовления втулки с фланцем (рис. 47); материал – сталь 45; заготовка штамповка с отверстием
Обработать отверстия с диаметрами 621s7, 58, 54К7; наружную поверхность диаметром 120 мм;
проточки диаметром 64. 2 и 78. 2 мм; две фаски и торец диаметром 120 мм окончательно, торец диаметром 120. 80 мм с припуском на шлифование. Станок: токарный 16К20Т с ЧПУ.
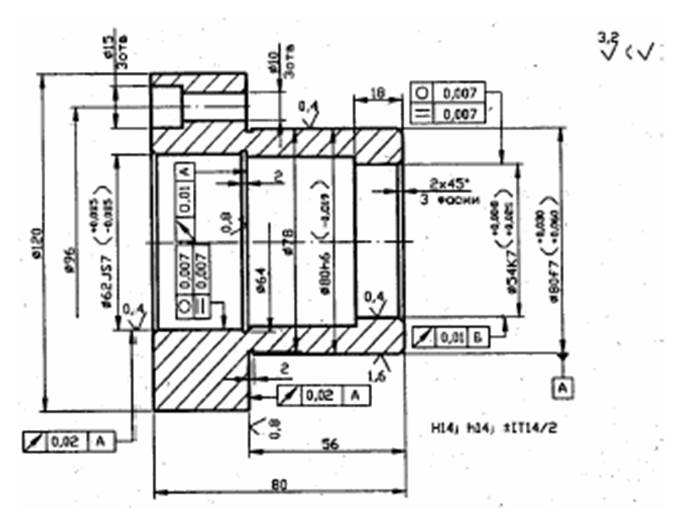
Приспособление: самоцентрирующий трехкулачковый патрон с пневмоприводом. Базирование: по поверхности диаметром 80 мм и по торцу. Режущие инструменты: контурный, расточной и прорезной резцы, оснащенные пластинками твердого сплава Т14К8; зенкеры диаметрами 53,8 и 61,8 мм; развертки
диаметрами 53,93; 54; 61,93 и 62 мм. Измерительный инструмент: индикаторный нутромер с диапазоном измерения 50...75 мм и ценой деления 0,001 или 0,01 мм; штангенциркуль ШЦ1 с диапазоном измерения 150 мм и ценой деления нониуса 0,1 мм; калибры пробки 54К7 и 62187.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 2691; Нарушение авторских прав?; Мы поможем в написании вашей работы!