КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обробка заготовок деталей машин на свердлильних верстатах
|
|
|
|
Особливістю вертикально-свердлильних верстатів є наявність у них шпинделя з вертикальною віссю обертання. На цих верстатах обробляють заготовки порівняно невеликої маси.
Вертикально-свердлильний верстат (рис.1.1) складається з таких основних частин: фундаментальної плити 1, станини 2, стола 1, коробки подач 4 і коробки швидкостей 5.
Станина являє собою порожнинний чавунний виливок з вертикальними напрямними, по яких можна пересувати стіл і коробку подач. Нижньою частиною станина опирається на фундаментальну плиту. Вгорі на станині змонтована коробка швидкостей та електродвигун.
Коробка швидкостей призначена для ступеневого регулювання частот обертання шпинделя. Шпиндель входить у шліцевий отвір останнього вала коробки швидкостей і може в ньому пересуватись в осьовому напрямку, що необхідно для здійснення руху подачі.
Коробка подач надає шпинделю різних значень подач. У сучасних вертикально-свердлильних верстатах коробки швидкостей і подач об'єднують в один вузол – шпиндельну бабку.
На столі закріплюють заготовку за допомогою різноманітних універсальних або спеціальних пристроїв.
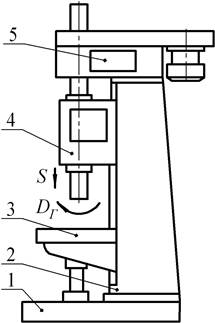
Рисунок 1.1. Загальний вигляд вертикально-свердлильного верстата:
1 – фундаментальна плита; 2 – станина; 3 – стіл; 4 – коробка подач;
5 – коробка швидкостей; DГ – головний рух; S – рух подачі
На радіально-свердлильних верстатах обробляють отвори у масивних заготовках, не змінюючи їх положення. Тут шпиндель разом з інструментом перед обробкою кожного наступного отвору виводять на вісь отвору завдяки поєднанню двох рухів: прямолінійного та обертального.
Радіально-свердлильний верстат (рис.1.2) складається із фундаментальної плити 1, колони 2, поворотної гільзи 3, траверси 4, механізму пересування траверси 5 і шпиндельної бабки 6.
|
|
|
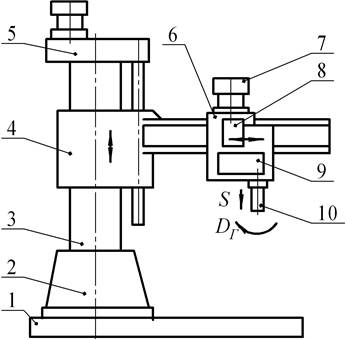
Рисунок 1.2 – Загальний вигляд радіально-свердлильного верстата:
1 – фундаментальна плита; 2 – колона; 3 – поворотна гільза;
4 – траверса; 5 – механізми пересування траверси; 6 – шпиндельна бабка; 7 – електродвигун; 8 – коробка швидкостей; 9 – коробка подач;
10 – шпиндель; DГ – головний рух різання; S – рух подачі
Обертаючи траверсу разом з гільзою навколо осі колони й пересуваючи шпиндельну бабку по напрямних траверси, легко і швидко підводять шпиндель у положення для обробки вибраного отвору. Після перелічених переміщень фіксують у такому положенні шпиндельну бабку на напрямних траверси, траверсу на гільзі й гільзу на колоні за допомогою спеціальних механізмів гідро затиску.
Координатно-розточувальні верстати застосовують для обробки особливо тонких отворів з точною відстанню між їх осями. На них можна також фрезерувати, свердлити, розмічати складні й дорогі заготовки перед обробкою й точно вимірювати потрібні розміри.
Координатно-розточувальні верстати характеризуються підвищеною жорсткістю й застосовують переважно в інструментальних цехах для обробки точних штампів, прес-форм і пристроїв.
Одностойковий координатно-розточувальний верстат (рис.1.3) складається зі станини 1, стояка 3, розточувальної головки 4, стола 6, поперечних направляючих 2.
Коробка швидкостей і коробка подач шпинделя змонтовані всередині верхньої частини стойки.
Розточувальну головку зі шпинделем можна пересувати вручну по вертикальних напрямних стойка. Від електродвигуна через коробку швидкостей шпиндель 5 отримує головний рух різання DГ і через коробку подач – рух подачі S.
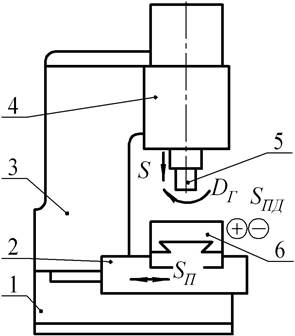
Рисунок 1.3. Координатно розточувальний верстат:
1 – станина; 2 – поперечні направляючі; 3 – стойка; 4 – розточувальна головка; 5 – стіл; 6 – шпиндельна бабка; DГ – головний рух різання;
|
|
|
S – рух вертикальної подачі; SПД, SП .– рухи повздовжньої та поперечної подач
Заготовку закріплюють на столі верстата. Верстат обладнаний спеціальною оптичною системою для точного відліку переміщень стола по двох координатах відносно шпинделя. Розточують отвір при закріпленому столі й розточувальній головці. У шпинделі можна закріпити оправку з різцем, фрезу або свердло.
Координатно-розточувальні верстати встановлюють в ізольованих приміщеннях зі сталою температурою.
Горизонтально-розточувальні верстати служать для свердління, розточування, зенкерування й розрізання взаємно пов'язаних отворів, підрізування та фрезерування торцевих плоских поверхонь, рідше для обточування зовнішніх циліндричних поверхонь, обробки внутрішніх і зовнішніх різей, конічних поверхонь, рівчаків. Верстати доцільно використовувати в одиничному й серійному виробництві. Горизонтально-розточувальний верстат (рис.1.4) складається зі станини 1, переднього стояка 7, шпиндельної бабки 6 з розточувальним шпинделем 1, планшайби 5, з радіальним супортом 11, заднього стояка 2 з люнетом 3 та стола 4 з поздовжніми 9 й поперечними 8 направляючими.
Якщо в деталі повинні бути отвори з точними міжосьовими відстанями, то після обробки першого отвору стіл із заготовкою пересувають на точно задану відстань у горизонтальному напрямку, а в разі необхідності шпиндельну бабку пересувають точно у вертикальному напрямку. Якщо осі отворів взаємно перпендикулярні, то заготовку зі столом перевертають на кут 90°.
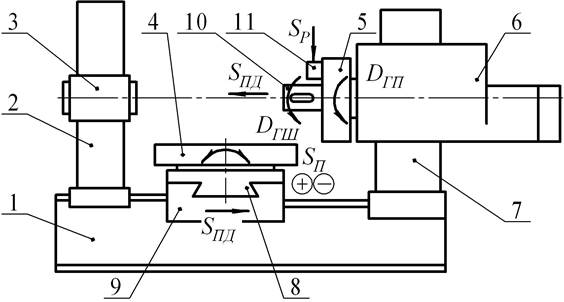
Рисунок 1.4 – Горизонтально розточувальний верстат: 1 – станина;
2 – задній стояк; 3 – люнет; 4 – стіл; 5 – планшайба; 6 – шпиндельна бабка; 7 – передня стійка; 8, 9 – поперечні та повздовжні направляючі відповідно; 10 – шпиндель; 11 – радіальний супорт; DГП, DГШ – головний рух різання; SПД – рух повздовжньої подачі; SП, SР .– рухи поперечної та радіальної подач відповідно
1.3 Види робіт, що виконують на верстатах свердлильної групи
В якості ріжучих інструментів на свердлильних верстатах використовують свердла, зенкери, розвертки, мітчики і комбіновані інструменти.
Свердло застосовують для обробки отворів у суцільному матеріалі. За конструкцією свердла поділяють на спіральні, центрові та спеціальні. Спіральне свердло складається з робочої частини l5 (рис. 1.5, а), шийки l3 і хвостика l6. Водночас робоча частина має ріжучу l1 і напрямну l2 частини.
|
|
|
Зенкер призначений для обробки отворів, попередньо отриманих литтям, штампуванням чи свердлінням. Спіральний циліндричний зенкер (рис. 1.5, б) відрізняється від свердла більшою кількістю головних ріжучих ребер, що забезпечує краще його спрямування, високу продуктивність і точність.
З метою зменшення тертя напрямна частина l2 зенкера має незначну зворотну конусність.
Зенківка – багатолезовий інструмент, що служить для обробки в наявних отворах заглибин конічної (рис. 1.5, д) або циліндричних форм, а також фасок.
Розвертка є багатолезовий інструмент, який використовується для кінцевої обробки отвору після свердління, зенкерування чи розточування і забезпечує високу точність розміру та якість поверхні. За конструкцією розвертки поділяються на циліндричні, конічні та ступеневі (рис. 1.5, в).
Мітчиком нарізують внутрішню різь в отворі, робоча частина (рис. 1.5, г) мітчика має форму гвинта з поздовжніми напрямними або спіральними рівчаками, які утворюють ріжучі ребра. Конічна ріжуча частина поступово прорізує різь, а калібрувальна частина остаточно її формує.
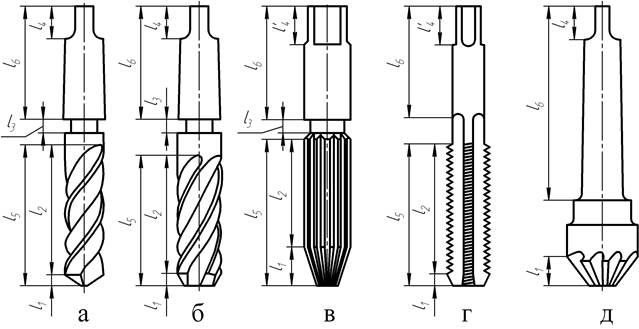
Рисунок 1.5. Ріжучі інструменти для обробки отворів: спіральне свердло (а); зенкер (б); розвертка (в); мітчик (г); зенківка (д);  - ріжуча частина;
- ріжуча частина;  - напрямна та калібрувальна частини;
- напрямна та калібрувальна частини;  - шийка;
- шийка;  - лапка;я
- лапка;я
 - квадрат;
- квадрат;  - робоча частина;
- робоча частина;  - хвостовик
- хвостовик
На свердлильних верстатах свердлять, зенкерують, розвертують, нарізають різі та обробляють складні комбіновані отвори.
Свердлінням отримують наскрізні й глухі циліндричні отвори за допомогою свердла (рис. 1.6, а). В залежності від необхідної точності і розміру партії оброблюваних заготовок деталей машин отвори свердлять в кондукторі (направляючий пристрій) або за розміткою (рис. 1.7).
Розсвердлювання - це процес збільшення діаметра попередньо просвердленого отвору за допомогою свердла більшого діаметра (рис. 1.6, б). Розсвердлюють, як правило, отвори діаметром більше 30 мм.
|
|
|
Зенкерування - це обробка попередньо одержаних отворів для надання їм більш правильної геометричної форми, підвищення їх точності та зниження шорсткості за допомогою багатолезового ріжучого інструмента - зенкера (рис. 1.6, в).
Розверування - це остаточна обробка циліндричного або конічного отвору розверткою (як правило виконується після зенкерування) з метою одержання більш високого квалітету точності і зменшених параметрів шорсткості обробленої поверхні (рис. 1.6, е).
Нарізання різі - це одержання на внутрішній циліндричній поверхні в попередньо оброблених отворах за допомогою мітчика гвинтової канавки, профіль якої відповідає профілю ріжучої частини (рис. 1.6, д).
Зенкування - це одержання в оброблених отворах циліндричних чи конічних заглибленнь під головки гвинтів, болтів, заклепок та інших деталей у попередньо просвердлених отворах за допомогою інструмента зенківки (рис. 1.6, е)
Одночасну обробку в отворі, наприклад, циліндричної та конічної поверхонь виконують (рис. 1.6, є) спеціальним комбінованим інструментом.
Цекування - це обробка торцевої поверхні отвору цеківкою (торцевим зенкером) для досягнення перпендикулярності плоскої торцевої поверхні отвору відносно його осі (рис. 1.6, ж).
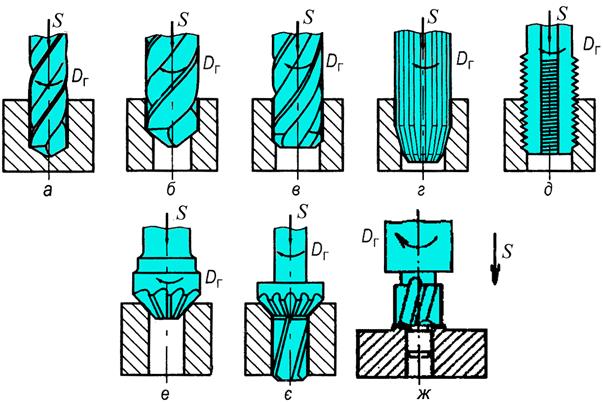
Рисунок 1.6. Види робіт, які можна виконувати на свердлильних верстатах: а – свердління; б – розсвердлювання; в – зенкерування;
г – розверстування; д – нарізання внутрішньої різі мітчиком;
е – зенкування конічної поверхні в отворі; є – обробка циліндричної та конічної поверхні в отворі комбінованим інструментом зенкер-зенківка; ж – цекування; DГ – головний рух різання; S – рух подачі
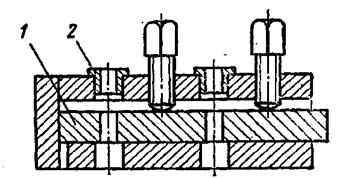
Рисунок 1.7. Кондуктор
Ріжучий інструмент в шпинделі свердлильного верстата закріплюють з використанням допоміжного інструмента: перехідних втулок, свердлильних патронів і оправок. Ріжучі інструменти з конічним хвостовиком закріплюють безпосередньо в шпинделі свердлильного верстата (рис. 1.8, а). Якщо розмір конуса хвостовика інструмента меньше розміра конічного отвору шпинделя, то застосовують перехідні конічні втулки (рис. 1.8, б). Інструменти з циліндричним хвостовиком закріплюють в дво-, трикулачкових або цангових патронах. Закріплення ріжучого інструмента в цанговому патроні зображено на рис. 1.8, в.
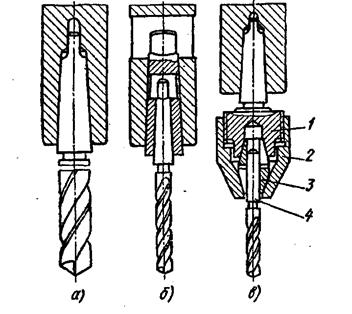
Рисунок 1.8. Схеми закріплення інструменту в шпинделі верстата
При обробці на свердлильних верстатах застосовують різні пристрої для установлення і закріплення заготовок деталей машин на столах верстатів (рис. 1.9, рис. 1.7).
Заготовки деталей машин закріплюють притискними планками або в машинних лещатах. При свердлінні наскрізних отворів заготовку деталі встановлюють на підкладки, що забезпечує вільний вихід свердла з отвору. При обробці отворів, паралельних або розміщенних під кутом до встановлювальної плити, використовують кутники: прості (рис. 1.9, б) і універсальні (рис. 1.9, в). Заготовки деталей, що мають циліндричні частини, закріплюють в три- або в чотирихкулачкових патронах, які, в свою чергу, закріплюють на столі верстата.
При свердлінні отворів в циліндричних заготовках їх встановлюють на призмі і закріплюють за допомогою струбцин (рис. 1.9, г). Для свердління декількох точно розміщених отворів в заготовках деталей машин, що обробляють великими партіями, широко використовують спеціальні пристрої - кондуктори (рис. 1.7).
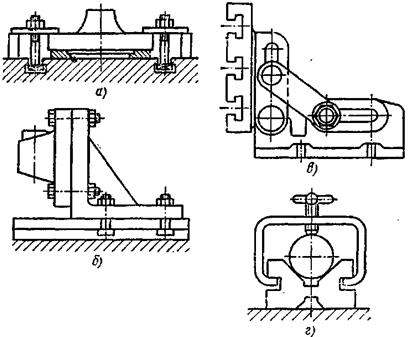
Рисунок 1.9. Пристосування для закріплення заготовок на свердлильних верстатах
Зміст роботи
1. Пройти інструктаж з техніки безпеки на робочому місці.
2. Ознайомитися з основними типами свердлильних весртатів.
3. Ознайомитися з конструкцією вертикально-свердлильного верстата, його основними вузлами та принципом роботи.
4. Ознайомитися з ріжучим інструментом, що використовується для механічної обробки заготовок деталей машин на вертикально-свердлильному верстаті, способом його кріплення.
5. Ознайомитися з пристроями, що використовуються для закріплення заготовок деталей при їх обробці на вертикально-свердлильному і верстаті, вивчити їх конструкцію та способ установлення і закріплення на даному верстаті.
6. Ознайомитися з допоміжним інструментом, що використовується при виконанні операцій механічної обробки на вертикально-свердлильному верстаті.
7. Ознайомитися з технологією та операціями обробки заготовок деталей машин на вертикально-свердлильному верстаті.
8. Зобразити ескіз верстата та вказати основні елементи його конструкції.
9. Налагодити верстат на роботу.
10. Виконати обробку поверхонь деталей.
11. Зобразити ескізи обробки поверхонь деталі на свердлильному верстаті і вказати режими різання.
12. Оформити звіт з висновками по роботі.
Устаткування та обладнання, що необхідне для виконання роботи
– Вертикально-свердлильний верстат.
– Набір інструмеентів.
– Набір пристроїв.
– Набір допоміжного інструмента.
– Оброблювані заготовки деталей.
Зміст звіту
1. Тема, мета, короті теоретичні відомості та порядок виконання роботи.
2. Відомості про верстат(маркування, геометричні).
3. Схема вертикально-свердлильного верстата.
4. Відомості про різальний інструмент.
5. Відомості про пристрої.
6. Відомості про допоміжний інструмент.
7. Спосіб установлення та закріплення різального інструмента на верстаті.
8. Ескізи обробки поверхонь деталі на вертикально-свердлильному верстаті та режими різання.
9. Висновки по роботі.
Питання для самоконтролю
1. Які основні види робіт можна виконувати на верстатах свердлильної групи?
2. Назвіть основні верстати свердлильної групи?
3. Назвіть головний рух при свердлінні.
4. Назвіть рух подачі при свердлінні.
5. Характеристика методів обробки заготовок деталей на вертикально-свердлильному верстаті.
6. Конструкція вертикально-свердлильного верстата, його основні вузли та їх призначення.
7. Принцип роботи вертикально-свердлильного верстата.
8. Типи ріжучого інструмента, що використовується для механічної обробки заготовок деталей машин на вертикально-свердлильному верстаті.
9. Спосіб кріплення ріжучого інструмента на вертикально-свердлильному верстаті.
10. Допоміжний інструмент, що використовується при виконанні операцій на вертикально-свердлильному верстаті.
11. Пристрої, що використовуються для виконання операцій механічної обробки на вертикально-свердлильному верстаті.
12. Види робіт, що виконуються на вертикально-свердлильному верстаті.
13. Характеристика точності операцій механічної обробки, що виконуються на вертикально-свердлильному верстаті.
Джерела інформації
1. Медвідь М.В., Шабайкевич В.А. Теоретичні основи технології машинобудування - Львів: Видавниче об'єднання «Вища школа». 1976 –299 с.
2. Руденко П. С. Проектування технологічних процесів у машинобудуванні. Навч. Посібник. Вища школа 1993 - 414 с.
3. Сторож Б.Д. та ін. Технологічні основи машинобудування: Навчальний посібник. – Івано-Франківськ; Хмельницький: ТУП, 2003– 153 с.
4. Справочник технолога-машиностроителя: В 2-х т. / Под. ред. АХ. Косиловой и Р.К. Мешерякова-М.: Машиностроение, 1985.-Т. 2. -496с.
5. Ж.П.Дусакюк, В Я Шевчук, С В Дусанюк Системи технологій. Навчальний посібник. - Вінниця: ВДТУ 2002 -96с.
6. Ж.П. Дусанюк Лабораторний практикум з дисципліни «Основи виробництва машин». Навчальний посібник. - Вінниця ВДТУ, 1998. - 90 с.
7. Курсовое проектирование по технологии машиностроения / Под. ред. А Ф. Горбацевича.- Минск: Вышейшая школа, 1983. - 288 с.
8. Техніка і технологія машинобудування: Навчальний посібник / К.С. Соколан, Ю.В. Савицький, В.Д. Каразей, Л.В. Присяжний.– Хмельницький: ХДУ, 2004. – 117с.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 4833; Нарушение авторских прав?; Мы поможем в написании вашей работы!