КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Модульная технология
|
|
|
|
На кафедре «Технология газонефтяного и нефтехимического машиностроения и приборостроения» МИНГ им. И. М. Губкина были разработаны принципы классификации и на ее основе предложена модульная технология [11].
В качестве объекта классификации выбирается объект, являющийся промежуточным между деталью и отдельной поверхностью, например, сочетание поверхностей, предназначенных для совместного выполнения законченной служебной функции детали. Для типового сочетания поверхностей, встречающихся у различных деталей, разрабатываются операции и переходы с неизменными технологическими базами, на одних и тех же станках, одинаковым инструментом.
Такое сочетание поверхностей или отдельную поверхность называют модулем поверхностей (МП). Анализ служебных функций поверхностей детали показывает, что их можно разбить на несущие и рабочие. Если поверхность является несущей, то деталь является базой (опорой) для одной или нескольких деталей, а если рабочей, то деталь будет участвовать в осуществлении рабочего процесса, например, передавать крутящий момент и т. д. Одни детали могут выполнять одну из перечисленных функций, а другие - одновременно все функции. Свои служебные функции деталь выполняет с помощью специально для этого предназначенных поверхностей, классификация которых приведена на рис. 1.7.
С помощью исполнительных поверхностей деталь выполняет свое служебное назначение, в соответствии с которым исполнительные поверхности можно подразделить на базирующие и рабочие. Базирующие поверхности могут быть основными, обеспечивающими требуемое положение самой детали в изделии, и вспомогательными для ориентации присоединяемых деталей.
|
|
|
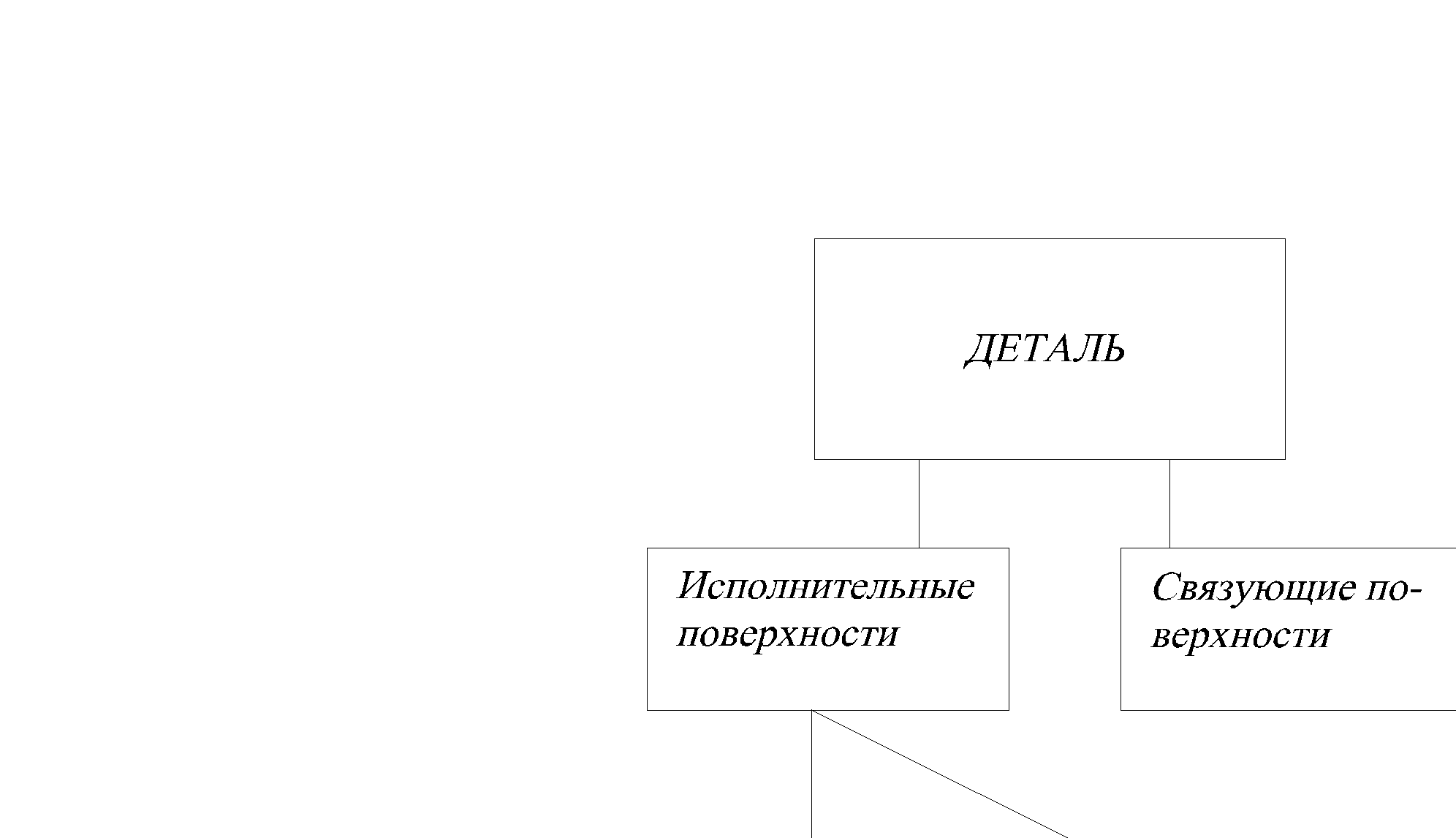
Рис. 1.7. Классификация поверхностей деталей
Связующие поверхности объединяют исполнительные поверхности в единое тело - деталь.
Для базирования детали, при котором она лишается всех шести степеней свободы, необходим комплект, состоящий из 3-х поверхностей, которые образуют прямоугольную систему координат.
Если деталь должна иметь одну или более степеней свободы, то, соответственно, уменьшается требуемое количество поверхностей, и комплект баз получается неполным, содержащим одну - две поверхности. Рабочие и связующие поверхности в зависимости от выполняемых ими конкретных функций могут представлять собой либо отдельные поверхности, либо их комплект.
Таким образом, любую деталь можно представить как совокупность МП, каждый из которых выполняет определенные служебные функции детали.
При классификации МП в качестве первого классификационного признака МП принято его служебное назначение, поэтому различают три их класса: модули поверхностей базирующих (МПБ), модули поверхностей рабочих (МПР) и модули поверхностей связующих (МПС). Эти классы представлены на рис. 1.8, 1.9 и 1.10.

Рис. 1.8. Классификация модулей поверхностей базирующих
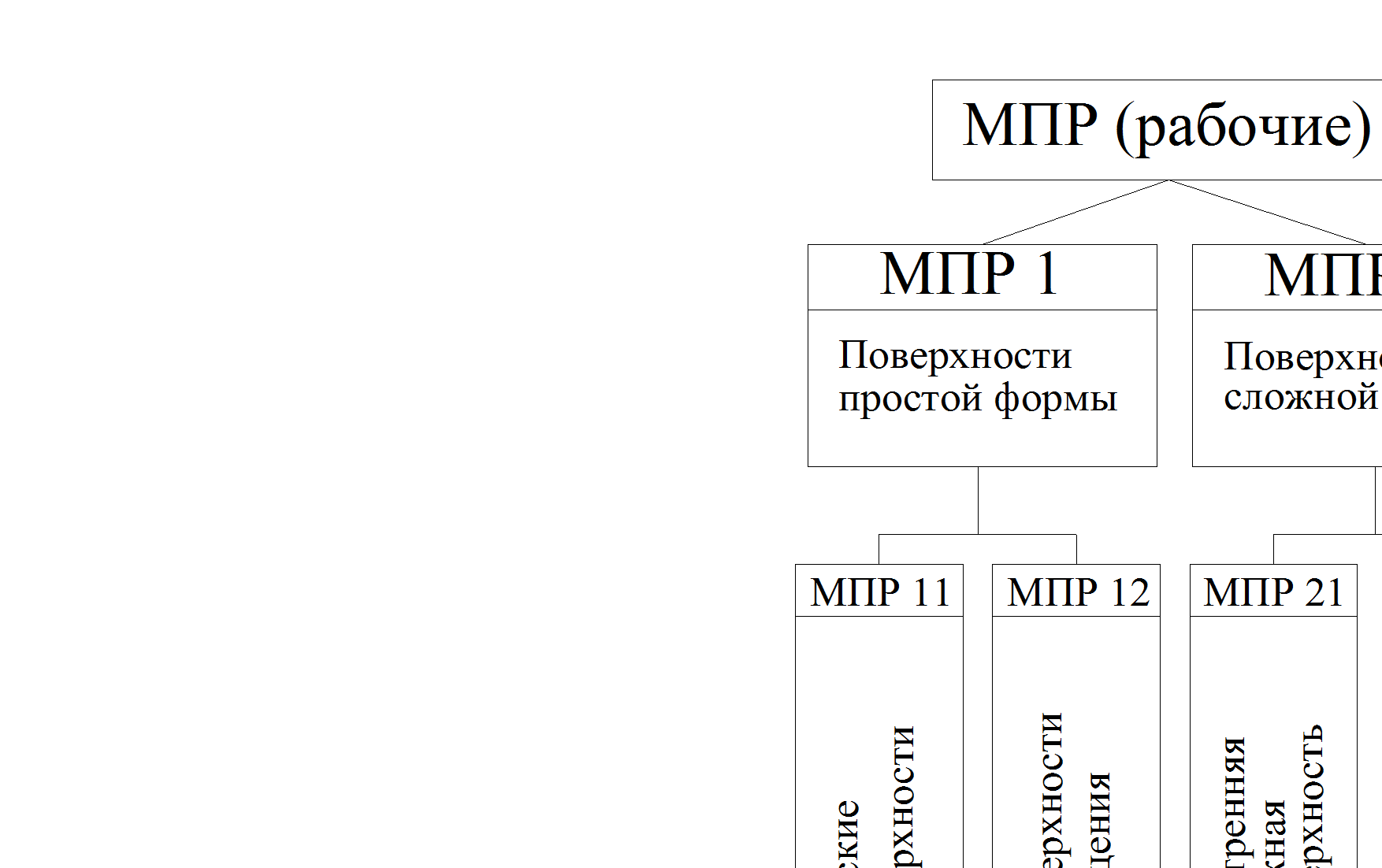
Рис. 1.9. Классификация модулей поверхностей рабочих
МПБ характеризуются наличием 3-х поверхностей, предназначенных для расположения шести опорных точек, лишающих деталь шести степеней свободы. Таким образом, классификационным признаком МПБ был принят конструкторско-геометрический признак, отражающий сочетание геометрических форм.
Классы рабочих и связующих поверхностей подразделяются каждый на два подкласса по геометрической форме поверхностей.
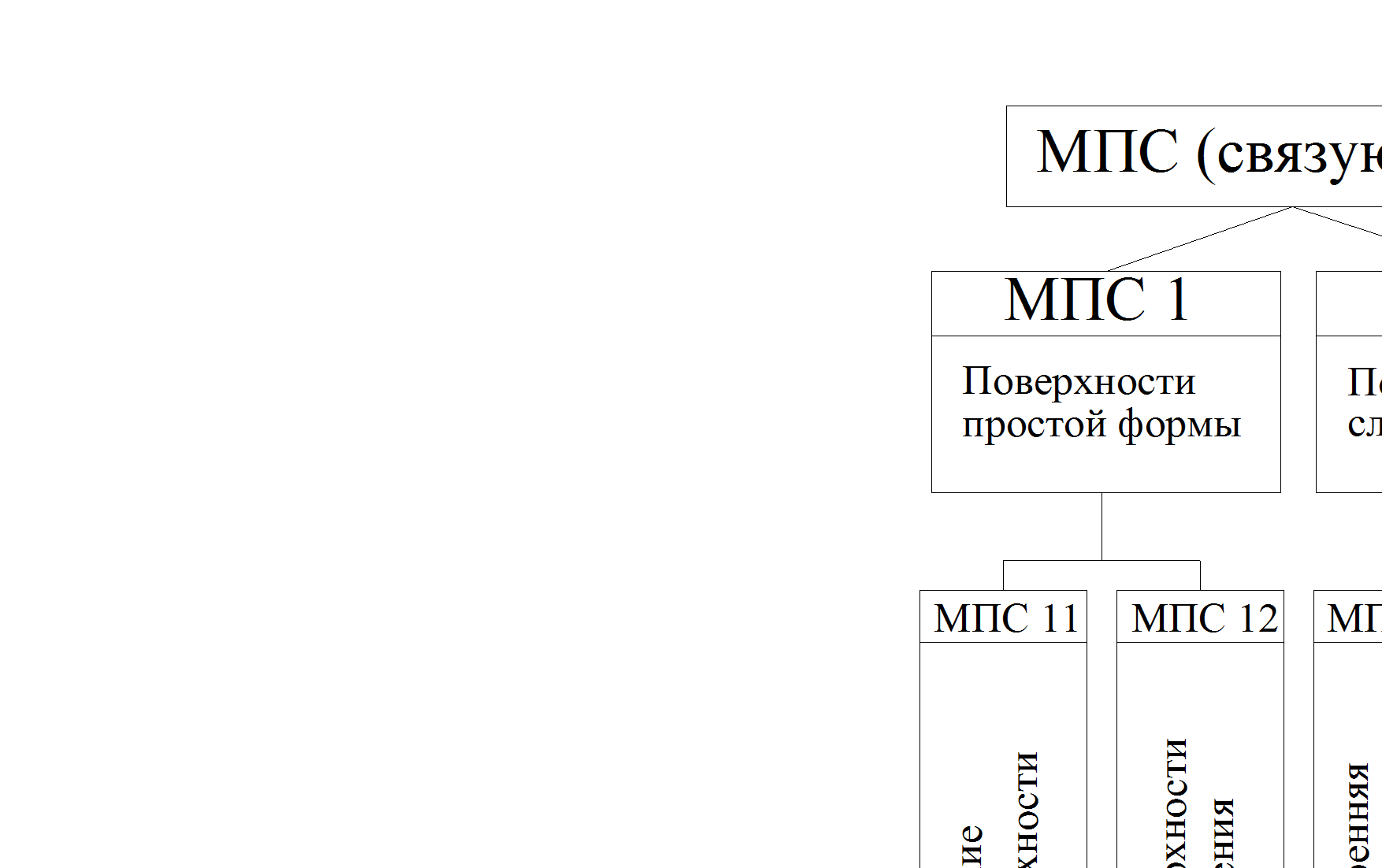
Рис. 1.10. Классификация модулей поверхностей связующих
Принципиальным отличием данной классификации является то, что в качестве первого классификационного признака выступает служебное назначение МП. Это позволяет однозначно разделить все поверхности любой детали на сочетания поверхностей. И таким образом, модульная технология основана на типизации технологических процессов изготовления МП.
|
|
|
В основу проектирования модульной технологии должен быть положен банк типовых технологических процессов изготовления МП, разработанных с использованием последних достижений науки и техники.
Дальнейшая классификация МП одного наименования осуществляется по следующим признакам: геометрическая точность, шероховатость, размеры заготовки (рис. 1.11).
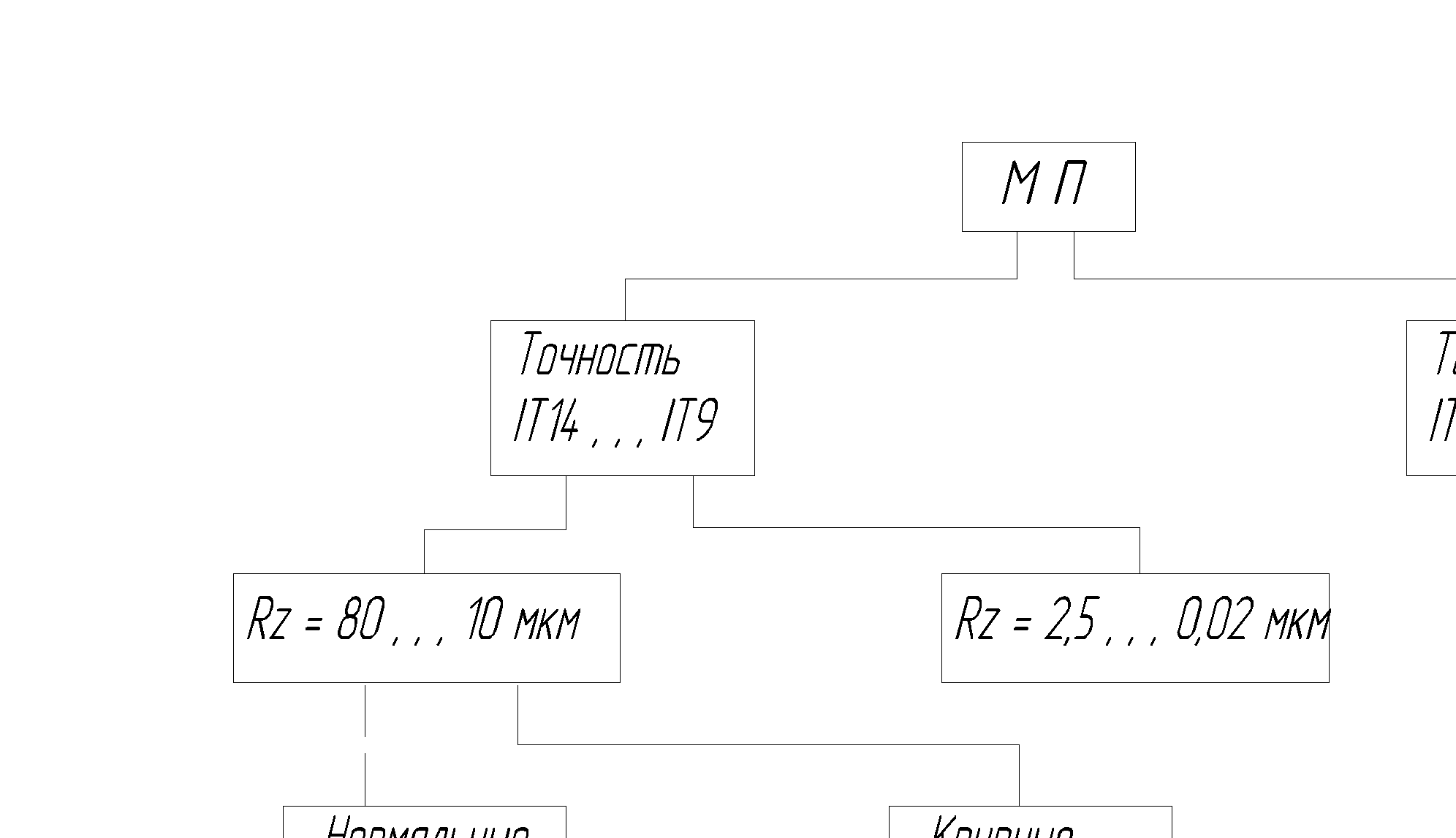
Рис. 1.11. Классификация модулей поверхностей одного наименования
На рис. 1.12 приведен эскиз МПБ211. Для каждого МП должна быть разработана группа технологических процессов.
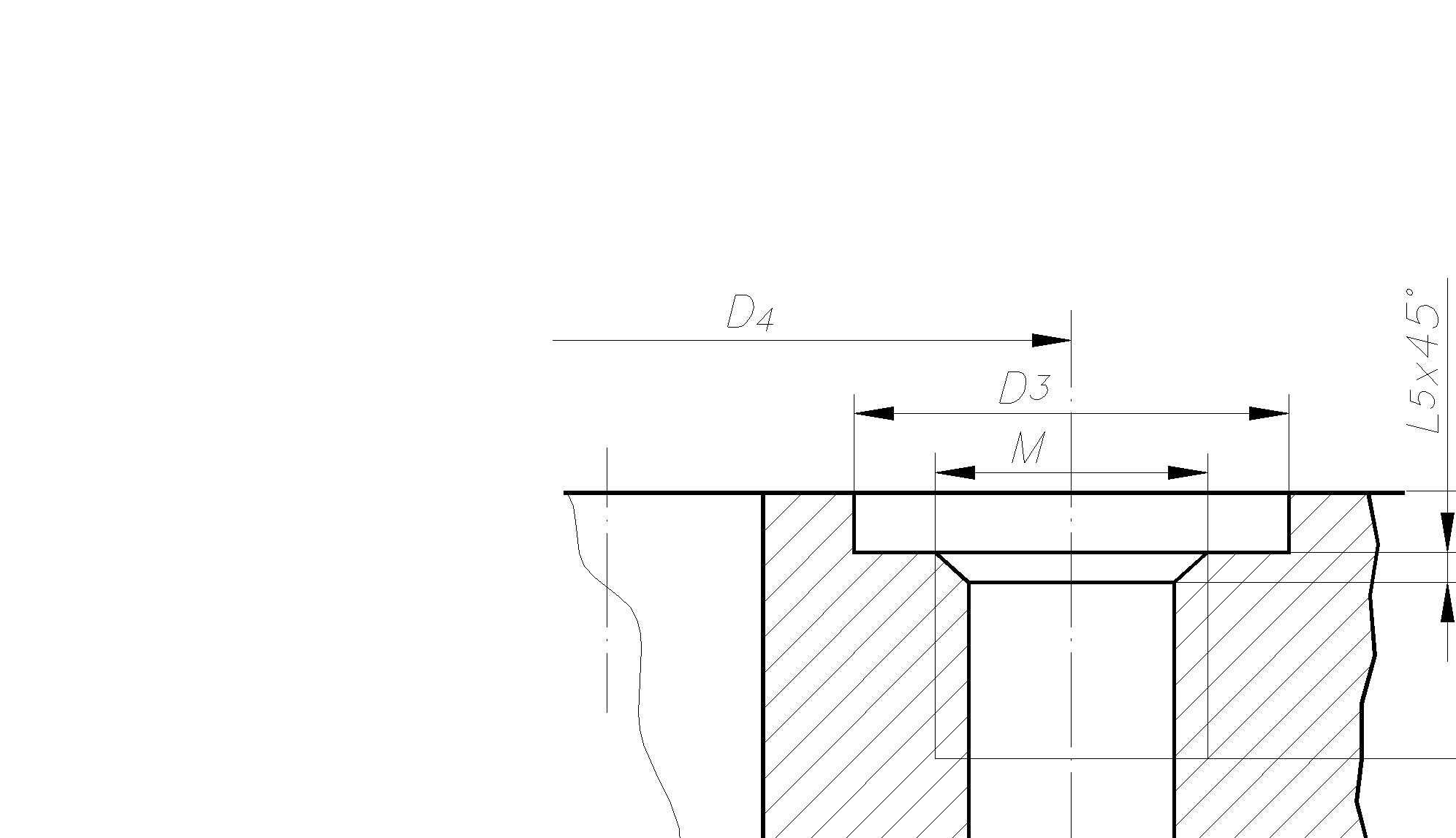
Рис. 1.12. Эскиз модуля поверхностей базирующих 211
При изготовлении МП, вследствие того, что он содержит несколько поверхностей, потребуется несколько технологических переходов. В то же время за одну операцию модульного технологического процесса может обрабатываться несколько МП одного или нескольких наименований. Для такой обработки вводится понятие технологический блок - совокупность технологических и вспомогательных переходов по изготовлению одного МП. Степень детализации технологического блока изготовления должна быть ограничена. Типовой технологический блок должен включать метод обработки, последовательность технологических переходов и инструментальную наладку. Количество рабочих ходов, режимы резания и величина рабочего наладочного размера должны устанавливаться для конкретных технологических систем, заготовок и схем базирования заготовки.
На рис. 1.13 приведены два варианта технологического блока изготовления МПБ211.
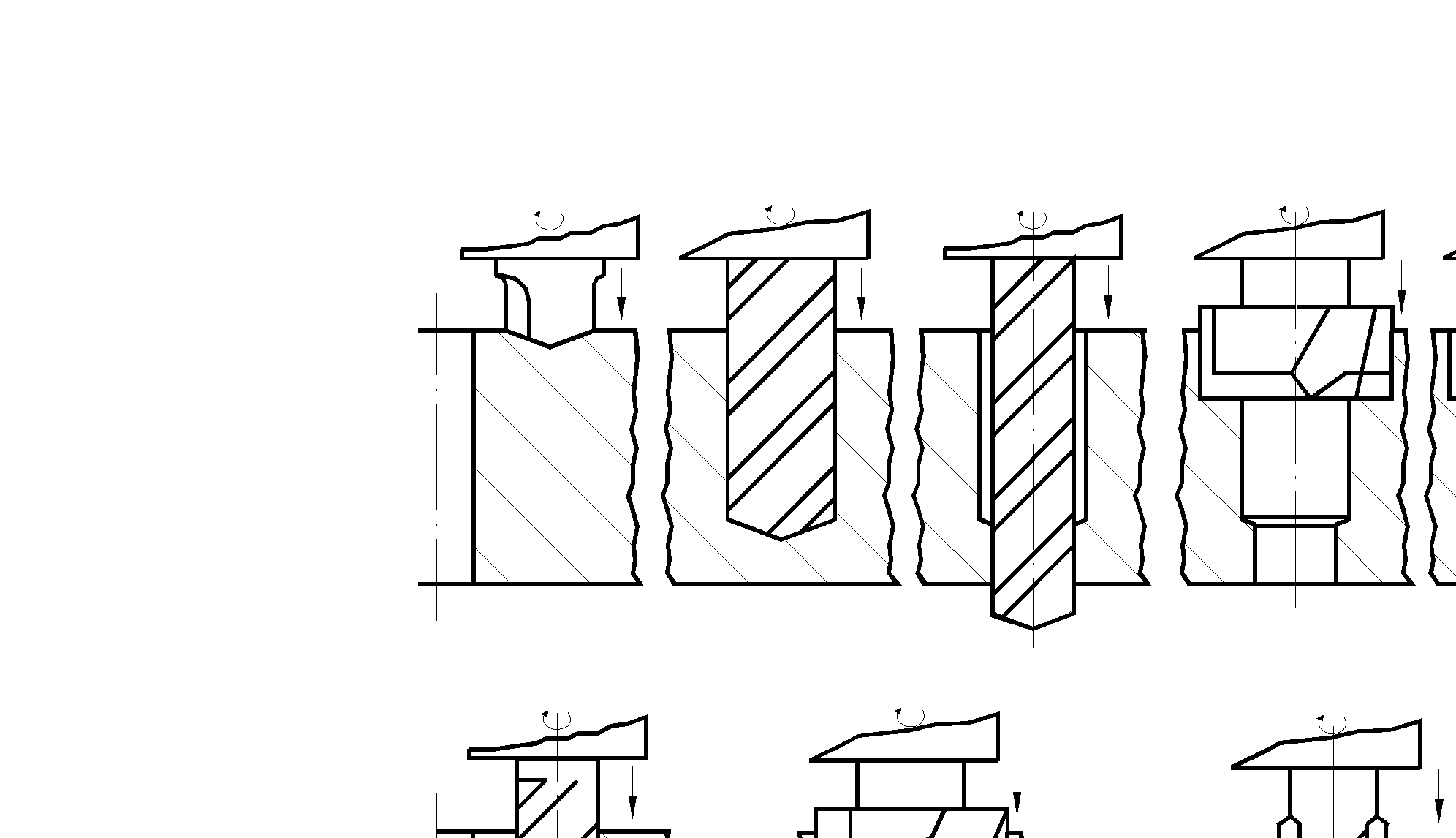
Рис. 1.13. Возможные варианты изготовления модуля поверхностей базирующих 211
Имея технологические блоки, разработка модульного технологического процесса сводится к определению и назначению последовательности обработки МП деталей. Это с учетом наличия типовых технологических блоков упрощает и снижает трудоемкость проектирования технологических процессов изготовления деталей.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 1748; Нарушение авторских прав?; Мы поможем в написании вашей работы!