КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка внешних цилиндрических поверхностей
|
|
|
|
Методп робных проходов
При обработке деталейметодом пробных проходов рабочий после каждого прохода устанавливает инструмент на размер, обрабатывает небольшой участок детали, полученный размер измеряет универсальным инструментом, корректирует положение инструмента, после чего обрабатывает всю поверхность. При точных работах инструмент устанавливают на размер после двух-трех пробных проходов.
При обработке деталейметодом пробных проходов влияние размерного износа на точность невелико. От него зависит только точность формы обрабатываемой поверхности.
При обработке деталейметодом пробных проходов влияние размерного износа на точность невелико.
Если настройка осуществляетсяметодом пробных проходов, то в этом случае обрабатывается участок детали, измеряется величина получаемого размера, после чего вносится поправка в первоначальный размер статической настройки. Процесс повторяется до тех пор, пока после очередной обработки участка детали не получится рабочий настроечный размер, обеспечивающий наиболее выгодное использование поля допуска для компенсации возможных погрешностей. Далее производят обработку детали на всю длину. Чем больше величина т, тем больше приходится затрачивать времени на настройку.
У первой заготовки обрабатываютметодом пробных проходов каждую поверхность. После этого ее устанавливают на станок, ко всем обработанным поверхностям подводят режущие инструменты и в этих положениях закрепляют в державках. После этого заготовку снимают, устанавливают другую заготовку и обрабатывают. Если после измерения обработанной заготовки какие-то размеры не получились в пределах допуска, то провопят регулировку положения соответствующих инструментов и обрабатывают следующую заготовку. Этот процесс повторяется до тех пор, пока не получится годная деталь.
|
|
|
В случае обработки деталейметодом пробных проходов кривая распределения получается несимметричной.
Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7... 12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали. Частоту вращения шпинделя и глубину резания при точении указывают в технологической или инструкционной карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D - d) / 0,025, где D — диаметр заготовки, d — диаметр детали.
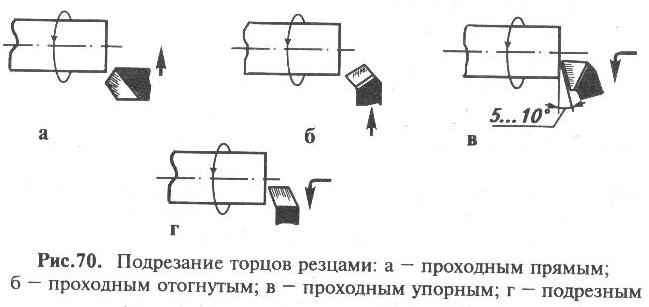
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные).
При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемешают каретку на 1...2 мм влево (то есть устанавливают глубину резания 1...2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1...2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = L / 0,5, где L - необходимая длина перемещения каретки.
|
|
|
•Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки (рис.70, в, г). Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1...2 мм. Затем, перемещая резец на себя, снимают слой металла.
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4...5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают
16. классификация токарных резцов по назначению: 1. проходные: прямой, отогнутый, упорный; 2. Подрезной; 3. Отрезной; 4. Прорезной; 5. Фасоный. Резьбовой; 6. Расточной; 7. Резьбовой внутрений.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 772; Нарушение авторских прав?; Мы поможем в написании вашей работы!