КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение типа производства. Определение коэффициента шероховатости
|
|
|
|
Определение коэффициента шероховатости.
Таблица 3.
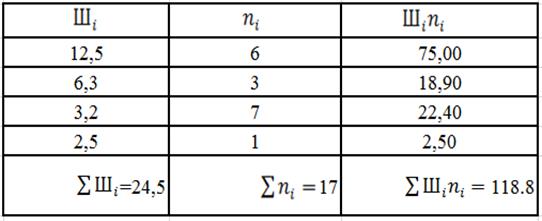
Примечание:  - шероховатости обрабатываемых поверхностей рассматриваемой детали;
- шероховатости обрабатываемых поверхностей рассматриваемой детали;  , - количество поверхностей для каждой величины шероховатости; Тср - средняя шероховатость детали; кш - коэффициент шероховатости детали.
, - количество поверхностей для каждой величины шероховатости; Тср - средняя шероховатость детали; кш - коэффициент шероховатости детали.
 ;
; 
По значению коэффициентов точности и шероховатости можно сказать, что деталь технологична.
Тип производства по ГОСТ 3.1108 - 74 характеризуется коэффициентом закрепления операций К з.о, который показывает отношение различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца к числу рабочих мест (станков) С.

где Oj - число операций, условно закрепленных за оборудованием в рассматриваемом технологическом процессе; Сi - принятое число единиц оборудования на i-й операции; m - число операций в рассматриваемом технологическом процессе.
где  з. н - нормативный коэффициент загрузки оборудования (0.75);
з. н - нормативный коэффициент загрузки оборудования (0.75);  фактический коэффициент загрузки оборудования на i-й операции.
фактический коэффициент загрузки оборудования на i-й операции.
где CPi - расчетное число единиц оборудования на i-й операции;  - принятое число единиц оборудования на i-й операции (получается из соответствующего значения CPj путем округления последнего до ближайшего большего целого; в меньшую сторону допускается округлять, если
- принятое число единиц оборудования на i-й операции (получается из соответствующего значения CPj путем округления последнего до ближайшего большего целого; в меньшую сторону допускается округлять, если  ).
).
где Тщт-к — норма штучно-калькуляционного времени на выполнение i-й операции), мин;
N - годовая программа выпуска данного изделия, шт., N=720;
 - годовой действительный фонд времени работы оборудования, =1870 ч.(в одну смену) [3].
- годовой действительный фонд времени работы оборудования, =1870 ч.(в одну смену) [3].
𝜂зн - нормативный коэффициент загрузки оборудования (т.к. на данном этапе тип производства еще не известен, принимаем усредненное значение коэффициента равный 0.75)
|
|
|
Квн - коэффициент, учитывающий выполнения норм равный 1.1.
Сводим расчеты в таблицу:
Таблица 4.
| № п/п | Наименование | Тшт.к | Срi | Рпр | 𝜂з.факт.i | Оi |
| 1. | Отрезная | 5.0 | 0.1 | 0 | 0.1 | 7.5 |
| 2. | Токарная с ЧПУ | 5.0 | 0.1 | 1 | 0.1 | 7.5 |
| 3. | Термическая | 5.0 | 0.1 | 0 | 0.1 | 7.5 |
| 4. | Радиально-сверлильная | 8.2 | 0.16 | 1 | 0.16 | 6.7 |
| 5. | Токарная с ЧПУ | 4.0 | 0.08 | 1 | 0.08 | 9.3 |
| 6. | Горизонтально-протяжная | 5.0 | 0.1 | 1 | 0.1 | 0.75 |
| 7. | Токарно-винторезная | 8,6 | 0.17 | 1 | 0.17 | 7.4 |
| 8. | Кругло-шлифовальная | 3.0 | 0.07 | 1 | 0.07 | 12.7 |
| 9. | Кругло- шлифовальная | 3.2 | 0.075 | 1 | 0.075 | 10 |
| 10. | Кругло- шлифовальная | 4.0 | 0.8 | 1 | 0.8 | 3.9 |
| 11. | Токарно-винторезная | 1.7 | 0.05 | 1 | 0.05 | 15 |
| 12. | Радиально- сверлильная | 7.0 | 0.14 | 1 | 0.14 | 5.35 |
| ∑ | 59,7 | 1.95 | 10 | 127.2 |
Определяем коэффициент закрепления операций:
Вывод: Так как равенство 10£ КЗ.О £ 20 выполняется данным образом, то производство является серийным.
Производство среднесерийное. Кроме того, данная серийность производства, соответствует серийности по массе детали и условиям программы выпуска
В производстве количество деталей в партии для одновременного запуска допускается определять упрощенным способом:
где N1 – годовая программа выпуска деталей, шт
а – число дней, на которое необходимо иметь запас деталей (Рекомендуется следующая периодичность запуска изделий: 3, 6, 12, 24 дней);
Принимаем а = 12 дней.;
F – число рабочих дней в году.
Принимаем n=34 шт.
Расчетное число смен на обработку всей партии деталей на основных рабочих местах

Где 476 – действительный фонд времени работы оборудования в смену, мин;
0,85 – нормативный коэффициент загрузки станков при серийном производстве. Принятое число смен Спр=1 смена.
5. Выбор метода получения заготовки.
В зависимости от серийности производства в качестве заготовок для рассматриваемых деталей применяют прутковый материал, поковки, реже стальные отливки. Выбор оптимального метода получения заготовки основывается на анализе ряда факторов: материала детали, технических требований на ее изготовление, объема и серийности выпуска, формы поверхностей, размеров и массы детали. Метод получения заготовки, обеспечивающий технологичность и минимальную себестоимость, считается оптимальным.
|
|
|
Решение о выборе конкретного способа получения загоювок из двух возможных (сортовой прокат и штамповка), принимается после определения себестоимости получения заготовки для каждого из рекомендуемых способов. Сравниваются значения себестоимости для каждого способа получения заготовки.
Стоимость заготовки по первому варианту (прокат) [10, стр. 30]:

Где, Ci - цена 1 т заготовок (заводская), табл. 8, руб.;
М3 - масса заготовки, кг;
Мд - масса детали, кг;
Сотх - цена 1 т отходов (заводская).

Коэффициент использования материала в этом случае составит:
Kn.M. = q/Q= 1,05/5,17 = 0,2
здесь q - масса детали, кг; Q - масса заготовки, кг;
Стоимость заготовки по второму варианту (штамповка):
S otx = 510 руб.; С = 52100 руб.;
вд = 1,05 кг; К то = 400 руб.
Находим ориентировочный вес поковки, в зависимости от типа оборудования, на котором она получена.
где К р = 1,3 - коэффициент весовой точности, зависящий от вида оборудования, на котором получена поковка.
Масса поковки рассчитывается с использованием ГОСТ7505 - 89.

Найдем стоимость получения заготовки по формуле [2]:

Здесь, So - цена 1 т отходов;
С — цена 1 кг материала заготовки; вд - масса готовой детали, кг;
G3 - масса заготовки, кг;
Кто - коэффициент доплаты за термическую обработку и очистку заготовок, руб./т
Кт = 1 - коэффициент, зависящий от класса точности, группы сложности заготовок;
Кс = 1 - коэффициент, зависящий от серийности выпуска заготовок;

Коэффициент использования материала в этом случае составит:
Ки.м. = q/Q = 1,05/ 1,37 = 0,77.
Ввиду того, что штамповка на ГКМ позволяет получить более точную заготовку при наименьшей себестоимости способа её получения, уменьшая тем самым трудоёмкость процесса механической обработки и повышая коэффициент использования материала, на этом способе получения заготовок и останавливаем свой выбор.
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 951; Нарушение авторских прав?; Мы поможем в написании вашей работы!