КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение дополнительных и общих припусков и размеров заготовки
|
|
|
|
Определение основных припусков
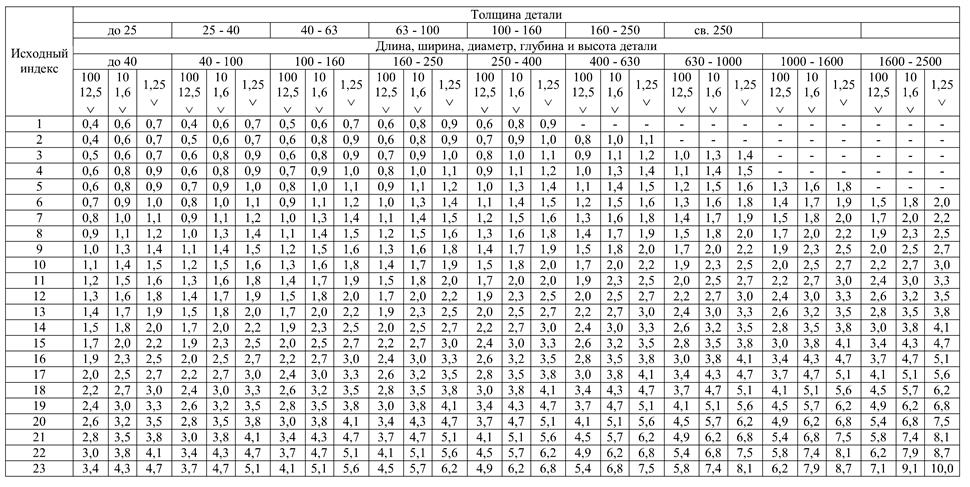
В соответствии с табл. 2.2 по определенному ранее исходному индексу и шероховатости поверхностей детали определяются припуски на поверхности исходной заготовки. Полученные результаты показаны в табл. 2.1.
Таблица 2.1– Основные припуски поковки
| Номер поверхности | Длина, ширина, диаметр, глубина, высота, мм | Шероховатость Rа, мкм | Припуск на сторону Z, мм |
| 6,3 | 3,0 | ||
| 6,3 | 3,0 | ||
| 6,3 | 2,5 | ||
| 6,3 | 2,5 | ||
| 6,3 | 3,2 | ||
| 6,3 | 3,2 | ||
| ∅39,85 | 0,4 | 2,2 | |
| ∅120 | 6,3 | 2,5 | |
| ∅95 | 0,63 | 2,5 |
Таблица 2.2– Основные припуски на механическую обработку отливок (ГОСТ 7505-89) [1 стр. 98, табл. 3.6]
В соответствии с таблицами 2.3, 2.4 [1 стр. 99, табл. 3.7; 1 стр. 99, табл. 3.8] в зависимости от массы и класса точности поковки назначаются дополнительные припуски на поверхности заготовки.
Смещение по поверхности разъема штампа 0,4 мм(см. табл. 2.3).
Изогнутость, отклонения от плоскостности и от прямолинейности для фланца – 0,5 мм, стержня – 1 мм (см. табл. 2.4).
Таблица 2.3 – Смещение по поверхности разъёма штампа ГОСТ 7505-89
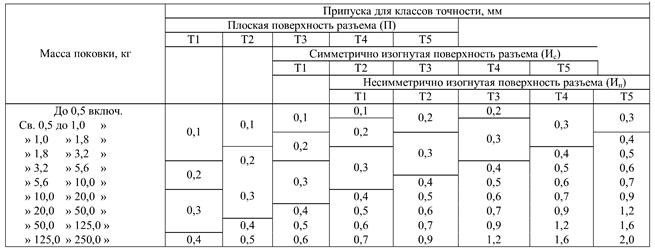
Таблица 2.4 – Изогнутость и отклонения от плоскостности и прямолинейности по ГОСТ 7505-89

Размеры поковки, мм:
диаметр 39,85 + (2,2+1) × 2 = 46,25 принимается 46;
диаметр 120 + (2,5+0,4+0,5) × 2 = 126,8 принимается 127;
диаметр 95 – (2,5 + 0,4+0,5) × 2 = 88,2 принимается 88;
глубина 121 + (2,5–2,5+0,5) × 2 = 122 принимается 122;
толщина 280 + 3× 2 + 0,4+0,5= 286,9 принимается 287;
толщина 414 + 3,2× 2 + 0,4+0,5= 421,3 принимается 421;
Таблица 2.5 – Общий припуск и размеры исходной заготовки, мм
| Номер поверхности | Размер детали | Припуск | Размер заготовки | ||
| Основной | Дополнительный | Общий | |||
| 1-25 | 3,2 | 0,9 | 7,3 | ||
| 1-9 | 3,0 | 0,9 | 6,9 | ||
| 11-25 | Х | 0,5 | |||
| ∅95 | 2,5 | 0,9 | 6,8 | ∅88 | |
| ∅39,85 | 2,2 | 6,4 | ∅46 | ||
| ∅120 | 2,5 | 0,9 | 6,8 | ∅127 |
Радиус закругления наружных углов принимаем 2,0 мм по таблице 2.6.
|
|
|
Таблица 2.6 – Минимальная величина радиусов закругленийнаружных углов поковок по ГОСТ 7505-89 [2 стр. 11-12, табл. 7]

Штамповочный уклон - 7° см. [2 стр. 17, табл. 18].
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 3837; Нарушение авторских прав?; Мы поможем в написании вашей работы!