КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Безналичные формы расчетов 2 страница
|
|
|
|
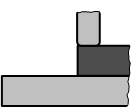
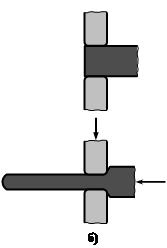
Рис. 4.50. Протяжка заготовки: а – односторонняя; б – двусторонняя | |||||||||||||||||||||||||||||
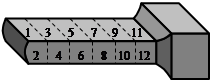 Рис. 4.51. Порядок нажатий при протяжке с кантовкой заготовки
Рис. 4.51. Порядок нажатий при протяжке с кантовкой заготовки
|
  

Рис. 4.52. Образование зажима при протяжке |





При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Чем меньше подача b при каждом нажатии (рис. 4.52), тем меньше уширение и интенсивнее удлинение. Однако при работе с минимальными подачами b для уменьшения уширения и максимальными обжатиями h для повышения интенсивности протяжки следует опасаться образования зажимов, которые возможны при b / h <0,5.
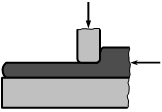
Для выполнения односторонней протяжки (рис. 4.50- а) заготовку кладут на плиту, а сверху выполняют нажатия или удары узким бойком. Поскольку, в соответствии с третьим законом Ньютона, силы, действующие на заготовку сверху и снизу, будут одинаковы, но площадь контакта с опорной плитой намного больше площади воздействия бойка, то нормальные напряжения, действующие локально на верхнюю часть заготовки, будут во много раз превосходить напряжения, рассредоточенные по её нижней поверхности. Это приведёт к сосредоточению и интенсификации пластического течения материала в верхней части заготовки с образованием характерного одностороннего уступа. При двусторонней протяжке (рис. 4.50- б) заготовка деформируется двумя одинаковыми бойками, в связи с чем пластическое течение материала с обеих сторон будет одинаковым и приведёт к образованию верхнего и нижнего уступов равной величины.
|
|
|
С помощью плоских бойков можно протянуть заготовки не только прямоугольного или квадратного сечения, но и круглого (рис. 4.53- а). Для этого сначала производят протяжку на квадрат, немного больший требуемого круга. Затем, производя нажатия по диагонали, закругляют (сбивают) углы. Полученный таким образом восьмигранник продолжают округлять по углам, постепенно превращая в круг. Этот способ протяжки достаточно длителен, а сечение заготовки получается не круглым, а многогранным. Кроме того, застойные зоны, возникающие в заготовке при протяжке на плоских бойках (рис. 4.53- а), оказывают расклинивающее действие, приводящее к появлению опасных поперечных растягивающих напряжений, которые могут вызвать осевые трещины. Поэтому указанный способ используют лишь для очень пластичных материалов типа низкоуглеродистой стали.
Рис. 4.53. Протяжка круглой заготовки с помощью плоских (а) и вырезных (б) бойков |
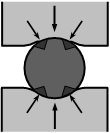
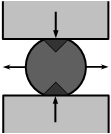

Для быстрого получения поковок круглого сечения из квадратных или круглых заготовок применяют вырезные бойки (рис. 4.53- б), имеющие скруглённые выемки. В таких бойках заготовка получает более точную цилиндрическую форму. При этом силы, направленные с четырёх сторон к оси заготовки, оказывают сжимающее действие, препятствующее интенсивному течению материала в стороны, предотвращающее образование трещин и способствующее более равномерному течению материала в продольном направлении.
Очень часто применяют протяжку бойками, один из которых плоский, а другой вырезной.
Протяжка является основной формоизменяющей операцией при изготовлении поковок с удлинённой осью типа гладких и ступенчатых валов, коленчатых валов, шатунов и рычагов. Но протяжку применяют не только для получения требуемой формы изделий, но и для большей проковки металла с целью улучшения его структуры и повышения механических свойств. В этом случае протяжку чередуют с осадкой. Небольшая первоначальная протяжка поверхностного слоя многогранного слитка называется биллетировкой. Протяжка хвостовика слитка (цапфы) под удерживающий патрон называется оттяжкой.
|
|
|
Поскольку протяжка выполняется последовательными локальными воздействиями на небольшие участки заготовки (рис. 4.51), то на стыках между ними могут образоваться неровности. Поэтому для придания поковке гладкой поверхности и доведения размеров до пределов, установленных допусками, после протяжки производят выглаживание (шлихтовку), представляющее собой протяжку с небольшими обжатиями бойками, длинные стороны которых обычно располагают вдоль оси поковки, т.е. перпендикулярно к тому положению, которое они имели при обычной протяжке.
Если в результате протяжки поковка изогнулась, то для её выпрямления используют правку (рихтовку), по существую являющуюся операцией гибки (рис. 4.54).
Рис. 4.54. Правка поковки |

Протяжка имеет несколько дополнительных разновидностей, к которым относятся раскатка и протяжка на оправке, а также разгонка.

Рис. 4.55. Раскатка на оправке: а – начало процесса; б – окончание |
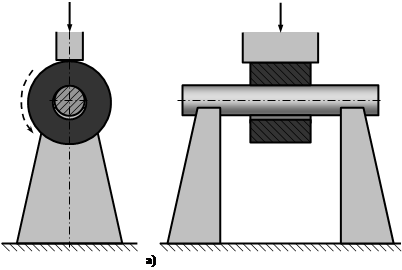
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счёт уменьшения её толщины (рис. 4.55). Эту операцию применяют для получения из предварительно прошитых заготовок изделий типа колец, бандажей, обечаек и барабанов, имеющих небольшую толщину по сравнению с диаметром отверстия. Например, раскаткой на оправке получают стальные бандажи с диаметром отверстия 5000 мм при толщине стенки 100 мм или обечайки корпусов ядерных реакторов массой 120 т, имеющие диаметр отверстия 4500 мм, толщину стенки 400 мм и длину 2500 мм. Чем меньше диаметр исходного прошитого отверстия (рис. 4.55- а), тем меньше будут отход в выдру, искажение поковки и сила, необходимая для прошивки. Поэтому пытаться сразу же получить отверстие большого диаметра (рис. 4.55- б) при прошивке было бы неправильно, а чаще всего – практически невозможно.
|
|
|
Раскатку можно представить себе как протяжку заготовки, которая согнута в кольцо, и концы которой соединены друг с другом (длина срединной окружности будет равна условной длине протягиваемой заготовки). При раскатке нижний боёк отсутствует, его заменяет цилиндрическая оправка, опирающаяся на подставки. После каждого нажатия верхнего бойка производится поворот заготовки, после чего следует новое нажатие. В результате заготовка постепенно утоняется, а её диаметр увеличивается. Ширина при этом увеличивается незначительно, причём тем меньше, чем больше она была в начале. Для того чтобы максимально интенсифицировать увеличение длины окружности и уменьшить уширение заготовки при раскатке применяют узкий боёк, расположенный длинной стороной вдоль оправки и перекрывающий ширину заготовки. Заданные размеры кольца получают после определённого числа оборотов заготовки с соответствующим количеством нажатий. Например, раскатка стального кольца шириной 200 мм с диаметром отверстия 820 мм и толщиной стенки 80 мм осуществляется за 9 оборотов.

 Рис. 4.56. Протяжка на оправке:
а – начало процесса; б – окончание
Рис. 4.56. Протяжка на оправке:
а – начало процесса; б – окончание
|
Протяжка на оправке – операция увеличения длины полой заготовки путём уменьшения её толщины за счёт уменьшения наружного диаметра при почти неизменном внутреннем диаметре (рис. 4.56). Эту операцию применяют для получения из предварительно прошитых заготовок изделий значительной длины типа толстостенных труб и цилиндров, турбинных роторов, орудийных стволов, втулок и полых колонн.
Оправка имеет упорный бурт и небольшую конусность рабочей части порядка 0,5° для облегчения снятия поковки. Аналогично раскатке при протяжке ковка ведётся с кантовкой заготовки вместе с оправкой в окружном направлении. Но в отличие от раскатки при протяжке бойки не перекрывают всю длину заготовки, а воздействуют лишь на небольшой участок длины. Протяжка начинается с конца заготовки, противоположного упорному бурту. При первых нажатиях заготовка плотно обжимает оправку. Но когда обжимается следующий, более близкий к бурту, участок, то бойки уже не воздействуют на предыдущий обжатый концевой участок, который вытесняется новым обжимаемым металлом вправо и образует зазор с коническим участком оправки уменьшающегося диаметра. Таким образом, в момент окончания протяжки (рис. 4.56- б) только незначительная часть длинной заготовки, прилегающая к бурту, будет плотно сидеть на оправке, а на остальной части будет иметься зазор, облегчающий вынимание оправки из поковки.
|
|
|
Если вести протяжку плоскими бойками (типа показанных на рис. 4.53- а), не создающими боковых сжимающих сил, то в результате каждого нажатия заготовка будет становиться овальной, и отверстие получится неправильной формы и большего диаметра, чем диаметр оправки. Поэтому либо оба бойка, либо нижний боёк должны быть вырезными, что обеспечивает плотный охват заготовки и получение диаметра отверстия, соответствующего диаметру оправки. При каждом нажатии бойки должны внедряться в заготовку на достаточно большую величину, так как при малой величине единичных обжатий вместо протяжки можно получить раскатку с увеличением наружного и внутреннего диаметров.
Протяжку можно вести на всю длину заготовки, получая одинаковый диаметр на всей наружной поверхности, или протягивать только часть заготовки, получая изделие с уступами типа показанного на рис. 4.56- б.
 Рис. 4.57. Разгонка:
а – исходная заготовка; б – предварительное расплющивание; в – процесс разгонки
Рис. 4.57. Разгонка:
а – исходная заготовка; б – предварительное расплющивание; в – процесс разгонки
|
 Рис. 4.58. Раскатки:
а – квадратная; б – прямоугольная; в – круглая; г – полукругая; д – овальная
Рис. 4.58. Раскатки:
а – квадратная; б – прямоугольная; в – круглая; г – полукругая; д – овальная
|
Разгонка (расплющивание) – операция увеличения ширины заготовки или её части за счёт уменьшения толщины при малом удлинении. Чаще всего разгонке подвергают часть заготовки (рис. 4.57), которую предварительно расплющивают плоским бойком с возможной для пресса или молота силой (рис. 4.57- б), а затем при помощи специального подкладного инструмента, называемого раскаткой, серией последовательных нажатий разгоняют в ширину (рис. 4.57- в). Поскольку с помощью раскатки сила оборудования сосредотачивается на очень малой площади поверхности заготовки, то этим достигаются большие напряжения, позволяющие расплющить обрабатываемую часть заготовки до очень малой толщины и большой ширины.
Формы применяемых для разгонки раскаток показаны на рис. 4.58. Длина раскатки делается в 5–10 больше поперечного размера, что обеспечивает преимущественное течение металла поперёк длины раскатки. Наибольшую разгонку будут давать раскатки округлой формы (рис. 4.58- в, г, д), у которых начальная ширина поверхности контакта с заготовкой во много десятков раз меньше длины. После разгонки деформированная часть подвергается обработке плоскими бойками или прямоугольными раскатками (рис. 4.58- б) для сглаживания гребешков-выступов между соседними участками нажатий раскатки.
                                     
 Рис. 4.59. Разгонка небольшой заготовки круглого поперечного сечения: а – исходная высаженная заготовка; б – заготовка в процессе разгонки фланца
Рис. 4.59. Разгонка небольшой заготовки круглого поперечного сечения: а – исходная высаженная заготовка; б – заготовка в процессе разгонки фланца
|
 Рис. 4.60. Разгонка крупной заготовки круглого поперечного сечения: а – узкими молотовыми бойками; б – узким вырезным прессовым бойком на подкладной плите
Рис. 4.60. Разгонка крупной заготовки круглого поперечного сечения: а – узкими молотовыми бойками; б – узким вырезным прессовым бойком на подкладной плите
|
С целью получения тонких дисков разгонка применяется и для заготовок круглого поперечного сечения. Сравнительно небольшие заготовки разгоняют с помощью раскатки (рис. 4.59). При ковке крупных заготовок на молоте роль раскатки могут выполнять узкие молотовые бойки (рис. 4.60- а). Заготовку кладут на нижний боёк и подставку и после каждого удара поворачивают вокруг вертикальной оси. При ковке крупных заготовок на прессе в качестве раскатки используют специальный узкий боёк с вырезом под бобышку (рис. 4.60- б). Заготовку устанавливают на подкладной плите, также имеющей отверстие под бобышку. После каждого нажатия либо узкий верхний боёк, либо заготовку с подкладной плитой поворачивают на определённый угол вокруг вертикальной оси.
Передачей называется операция поперечного смещения одной части заготовки относительно другой (рис. 4.61). В результате передачи ось заготовки становится ступенчатой, в связи с чем эту операцию применяют для изготовления поковок с выступами типа кривошипных или коленчатых валов.
Различают два вида передачи: передачу в одной плоскости (рис. 4.61- а), при которой грани смещённых друг относительно друга верхнего и нижнего бойков, обращённые к зоне сдвига, установлены в одной и той же плоскости сдвига (наподобие ножниц), и передачу в двух параллельных плоскостях (рис. 4.61- б), при которой бойки перекрывают друг друга и их рабочие грани находятся в разных плоскостях. При передаче в двух параллельных плоскостях между исходным и сдвинутым участками образуется перемычка, которая обычно является будущей цапфой изготавливаемого кривошипного вала.
На рис. 4.61- в приведён пример передачи с помощью трёх подкладок, в качестве которых часто используют квадратные и прямоугольные раскатки (рис. 4.58- а, б).
Рис. 4.61. Передача: а – в одной плоскости; б – в двух параллельных плоскостях; в – с помощью трёх прямоугольных подкладок |



Рубкой называется операция полного или частичного разделения заготовки на части по незамкнутому контуру.
Рубка имеет ряд разновидностей (рис. 4.62). Разрубкой называется полное разделение заготовки на части, близкие по величине (рис. 4.62- б). Разрубку обычно используют при изготовлении из одной заготовки, например, из большого слитка, двух или более поковок. Обрубкой (отрубкой) называется полное отделение от основной массы заготовки значительно меньших частей по наружному контуру (рис. 4.62- в). Обрубку применяют для отделения от основной заготовки излишков или негодных частей, например, прибыльной и донной частей слитка. Вырубкой называется полное отделение от основной массы заготовки меньших частей по внутреннему контуру (рис. 4.62- г). С помощью вырубки получают фигурные изделия, например, коленчатые валы с вырубленными коленами. Иногда вырубленные части также используют для производства соответствующих по форме изделий. Прорубкой называется неполное отделение частей заготовки друг от друга (рис. 4.62- д). Прорубку применяют для раздвоения концов заготовки или получения глубоких прорезей и пазов в поковках типа вилок, тяг или крюков.
Получаемые в результате рубки отходы называются обсечками. Рубка применяется почти в каждом технологическом процессе ковки. Эта операция не отличается большой точностью и даёт неровность поверхности, значительно превышающую получаемую при разделении металла методами резки. Однако рубка выполняется универсальным инструментом и может быть легко применена к массивным заготовкам очень больших размеров.
 Рис. 4.62. Разновидности рубки:
а – исходная заготовка; б – разрубка; в – обрубка (отрубка); г – вырубка; д – прорубка
Рис. 4.62. Разновидности рубки:
а – исходная заготовка; б – разрубка; в – обрубка (отрубка); г – вырубка; д – прорубка
| |||||||||

 Рис. 4.63. Топоры:
а – односторонний; б – двусторонний; в – трапецеидальный; г – угловой; д – полукруглый
Рис. 4.63. Топоры:
а – односторонний; б – двусторонний; в – трапецеидальный; г – угловой; д – полукруглый
| |||||||||
    
Рис. 4.64. Схема рубки: а – двусторонним топором; б – односторонним топором | |||||||||


Инструмент для рубки в виде насаженной на рукоятку пластины с лезвием с одной стороны и обухом с другой называется топором. Ковочные топоры могут иметь различную форму (рис. 4.63). В силу симметрии двусторонний топор (рис. 4.646- а) в процессе рубки перемещается вертикально, но при этом из-за наклона его граней получаемые торцы разрубаемой заготовки будут не перпендикулярны к оси. Для получения вертикального торца используют односторонний топор (рис. 4.64- б), но из-за несимметричности боковой нагрузки в процессе рубки его может сильно увести в сторону от первоначальной плоскости внедрения. Поэтому рубку односторонним топором на большом расстоянии от концов заготовки не применяют. Влияние одностороннего уклона топора в какой-то мере может быть компенсировано пониженным сопротивлением со стороны концевого участка заготовки. Поэтому односторонний топор применяют при обрубке концов, благодаря чему угол наклона плоскости разделения к вертикали может быть уменьшен.
Фасонные топоры, типа показанных на рис. 4.63- г, д, применяются для выполнения вырубки по требуемому контуру (рис. 4.62- г).
Рис. 4.65. Примеры гибки: а – гибка уголка в вырезном бойке; б – гибка скобы в вырезном бойке; в – гибка зажатой заготовки краном; г – гибка заготовки кувалдой |



Гибкой называется операция изменения углов между частями заготовки или придания ей криволинейной формы (рис. 4.65). Гибку применяют при получении уголков, крюков, скоб, кронштейнов, хомутов, лап.

 
Рис. 4.66. Закручивание с помощью вилки | ||||||||
 Рис. 4.67. Примеры применения закручивания (слева показаны исходные заготовки, справа – после закручивания): а – коленчатый вал; б – кривошип; в – тяга
Рис. 4.67. Примеры применения закручивания (слева показаны исходные заготовки, справа – после закручивания): а – коленчатый вал; б – кривошип; в – тяга
|


Закручиванием называется операция поворота части заготовки вокруг оси участка, соединяющего её с другой частью. В результате закручивания волокна располагаются по винтовой линии, что повышает механические и эксплуатационные свойства изделий. Операцию выполняют с помощью различных специальных вилок (рис. 4.66). При этом заготовку зажимают в тисках или между бойками и производят закручивание вручную, а для больших поковок – с помощью крана. Для локализации кручения делается местный нагрев. Закручивание применяют при изготовлении коленчатых валов, кривошипов, тяг, крупных свёрл, бурильных инструментов и т.п. (рис. 4.67). Здесь используется то, что легче осуществить ковку при расположении основных элементов изделия в одной плоскости и лишь в конце процесса изготовления повернуть их друг относительно друга на требуемые углы.
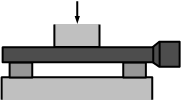
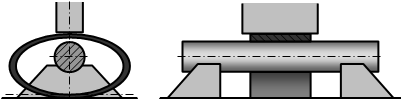
Если на предприятии с помощью ковки выпускают хотя бы небольшую серию однотипных поковок, то часто бывает экономически выгодно применить так называемую ковку (штамповку) в подкладных штампах, позволяющую повысить производительность, а также улучшить качество и точность обработки. Подкладным штампом называется используемый в ковочных цехах незакрепляемый специализированный инструмент упрощённой конструкции, образующий полость, имеющую форму получаемой поковки или её отдельной части. На рис. 4.68 приведён пример подкладного штампа, используемого для получения поковки муфты массой 120 кг. Штамп состоит из наружного бандажа и набора сменных формообразующих колец, которые могут иметь разные высоту и диаметры отверстий. При этом отверстия могут быть не только цилиндрическими, но и коническими.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 542; Нарушение авторских прав?; Мы поможем в написании вашей работы!