КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сменная динамика работоспособности
 |
I
Г
Основные этапы процесса изготовления интегральных схем
Содержание трудовой деятельности
Контроль кристаллов по внешнему виду (деятельность оператора-контролера) является основной формой оценки? качества продукции, на любом этапе легко приходящей в негодность. Каждый кристалл может оказаться дефектным вследствие поверхностных повреждений (сколы, царапины, трещины* и др.), загрязнений, технологического брака. Насчитывается несколько десятков основных типов дефектов, за каждым из которых лежит не учитываемое множество конкретных воплощений. Цель деятельности оператора-контролера состоит в отбраковке дефектных кристаллов. При этом решаются две основные задачи: установление факта наличия дефекта и определение возможности использования кристалла в зависимости от характера и степени его выраженности.
Кристаллы для проверки поступают к оператору в виде-партии кассет. В одной кассете расположено несколько десятков кристаллов, каждый из которых должен быть рассмотрен
| Назначение этапа | Комплексы технологических операций | Использование прецизионного оборудования | |
| I. ИЗГОТОВЛЕ- | Изготовление пластин и фо- | ||
| НИЕ КРИС- | тошаблонов | ||
| ТАЛЛА | Контроль фотошаблонов Фотолитография (цикл 6— | Микроскоп, микропроектор Микроскоп, микропроектор,. | |
| 7 раз) Контроль пластин по внеш- | микроманипуляторы Микроскоп | ||
| нему виду Скрайбирование пластин | Микропроектор, микроманипу- | ||
| Контроль кристаллов по внешнему виду | ляторы Микроскоп | ||
| II. СБОРКА ПРИ- | Посадка кристалла на осно- | Микроскоп, микропроектор,- | |
| БОРА | вание | микроманипуляторы | |
| Присоединение выводов | Микроскоп, микроманипулято-ры Микроскоп | ||
| Контроль готового прибора |
|
|
|
тод микроскопом. Для этого кассета с кристаллами устанавливается на предметный столик микроскопа, и оператор, последо-.вательно помещая каждый кристалл в поле зрения, определяет степень его годности. При обнаружении брака производится.удаление негодного кристалла с помощью вакуумной системы (собственно двигательная часть этого акта состоит в нажатии на кнопку). Помимо указанных основных оператор выполняет и целый ряд вспомогательных действий (подготовка к работе, •оформление сопроводительной документации, сдача готовой продукции).
Деятельность оператора носит циклический характер: после обработки одной кассеты и заполнения соответствующей документации те же манипуляции производятся со следующей кассетой. Более или менее продолжительные перерывы в выполнении этих стереотипных действий связаны с получением нового задания или сдачей готовой продукции. В среднем за смену оператор просматривает от 8000 до 12 000 кристаллов.
Главная цель деятельности оператора-сварщика состоит в выполнении электрических соединений некоторых элементов •кристалла друг с другом, а также контактных площадок кристалла с контактными выводами основания. Попутно он выполняет дополнительную задачу — еще раз определяет годность кристалла по внешнему виду.
Электрические соединения выполняются с помощью микропроволоки в соответствии со схемой прибора, определяющей необходимое количество точек сварки и последовательность их (Выполнения. Основным действием оператора является совмещение проволоки и иглы (сварочного инструмента) с нужным элементом схемы и осуществление сварки. Операциональный состав этого действия зависит от типа сварочной установки и существенно упрощается, если система подачи м*икропроволоки и сварочный инструмент объединены в единый узел. Однако и в последнем случае использование микроскопа необходимо для выполнения целого ряда микроманипуляций: совмещения сварочного инструмента с контактной площадкой, осуществления процесса сварки, отведения сварочного инструмента. Помимо указанного основного оператор должен выполнять целый ряд.действий без микроскопа, имеющих обслуживающий характер: подготовить установку к работе, предварительно прогревать основания с кристаллами, осуществлять разнообразные перемещения обрабатываемых деталей и др.
|
|
|
Для выполнения деятельности оператору-сварщику необходимо освоение ряда сенсомоторных навыков работы с манипу-.ляторами. С помощью последних собственно и осуществляются операции совмещения и сварки соединений. Определенный когнитивный диссонанс в процессе выработки этих навыков связан *с нарушением естественных соотношений между фактическими и видимыми перемещениями объекта наблюдения. Среди рабочих движений, составляющих моторную часть навыков, могут
•куть выделены макродвижения с амплитудой в несколько сантиметров и микродвижения, по амплитуде соизмеримые с тремором рук.
Внешне процесс реализации деятельности по присоединению выводов представляет собой жестко регламентированную последовательность макро- и микродвижений, выполняемых в высоком темпе. Количество совершаемых за 1 ч макродвижений колеблется от 1300 до 27003, а микродвижений — от 2000 до 4700.
За день операторы собирают несколько сотен приборов, что соответствует числу повторений циклов однотипных рабочих приемов.
Хронометрический анализ деятельности
Проведение хронометрического исследования потребовалось для получения количественной оценки интенсивности и распределения во времени рабочих нагрузок, связанных преж-■е всего с выполнением зрительно-напряженных операций.
Схема проведения хронометража предполагала выделение периодов выполнения основных и вспомогательных действий, отвлечений, ремонта оборудования и других временных затрат. Обработка данных проводилась с целью получения: а) суммарного распределения рабочего времени за смену и б) распределения временных затрат при изготовлении единицы продукции.
|
|
|
В хронометрическом исследовании деятельности операторов-контролеров приняли участие семь работниц. Для двух человек кронометраж проводился в течение всего рабочего дня. С остальными было проведено по четыре выборочных замера за смену в течение периодов, необходимых для полного цикла обработки одной партии кассет (по 25—35 мин каждый).
В суммарном распределении рабочего времени за смену до-рш основных рабочих действий — чистое время работы за мик-(роскопом — составляет от 3,6 до 4,5 ч. При этом наибольший [удельный вес в эти периоды имеют наиболее зрительно-напряженные операции — сканирование кристаллов в кассете (50%) ш отбраковка дефектных кристаллов (12%)- Время непрерывного наблюдения в микроскоп колеблется от 100 до 350 с, что соответствует времени обработки одной кассеты. Перерывы между двумя последовательными периодами работы за микроскопом составляют 20—30 с при работе с кассетами одной партии и около 2 мин при переходе от одной партии к другой.
В хронометрическом исследовании деятельности операторов-сварщиков приняли участие двенадцать работниц. С каждой из них в течение 10—15 мин проводились замеры через каждый час работы.
3 Приведенные здесь и далее цифры получены расчетным путем с учетом типа изготавливаемого прибора, типа сварочной установки и средней дневной выработки.
5 А. Б. Леонова
Полученные данные показывают, что распределение време. ни, затрачиваемого на выполнение трудовых операций в течение смены, неодинаково у разных работниц, что связано как с типом изготавливаемого прибора, так и с видом используемой установки. Чистое время работы с микроскопом за смену колеблется от 3,3 до 6,5 ч за смену. При этом на выполнение основных рабочих действий при изготовлении одного прибора уходит от 65 до 92% времени. Процесс сварки выводов на одном приборе предполагает выполнение от 6 до 9 циклически повторяющихся приемов, длительность каждого из которых колеблется от 13,5 до 15 с.
|
|
|
Таким образом, величина зрительной нагрузки, оцениваемая косвенно по продолжительности чистого времени работы за микроскопом, значительна для обоих видов деятельности. Кроме того, для обоих случаев характерен высокий темп деятельности.
Психологическая характеристика деятельности
Продолжительные периоды работы за микроскопом связаны с выполнением сложной перцептивной деятельности. В обоих анализируемых случаях нагрузка на перцептивные процессы велика, однако функции они выполняют разные. Если основным содержанием трудового поведения оператора-контролера является собственно перцептивная активность с редуцированной исполнительной частью, то у оператора-сварщик-а перцептивные действия включены в процесс реализации сенсомо-торных навыков и играют роль когнитивного регулятора двигательного акта.
Перцептивные действия, выполняемые оператором-контролером, могут быть описаны в терминах процесса приема и переработки информации. При работе с каждым кристаллом оператор, обеспечив необходимые условия для восприятия объекта, выполняет работу по обнаружению и опознанию дефекта. Помимо обработки непосредственно воспринимаемой стимуляции необходима актуализация обширной информации, хранящейся в долговременной памяти: признаков дефектов, допустимых отклонений нормальных конфигураций, различных алгоритмов выявления дефектов и др. Непосредственно воспринимаемая и актуализируемая из долговременной памяти информация постоянно взаимодействует как на уровне непосредственного сличения образа и эталона, так и при их активной трансформации. Так, например, приходится осуществлять мысленное вращение образа воспринимаемого объекта в случае несовпадения реальной ориентации кристалла в кассете с хранящимся в памяти эталоном. При опознании дефекта производится его классификация по целому ряду количественных и качественных критериев, завершаемая принятием решения в терминах «годен—не-
годен». Характер исполнительного действия достаточно прост и однозначно определен результатом принятого решения.
i Время, затрачиваемое на выполнение всех перечисленных когнитивных операций, соответствует продолжительности одной зрительной фиксации (200—300 мс [78]). Субъективно поиск и оценка дефекта нередко воспринимаются оператором как симультанный акт. Отметим также, что оператор-контролер многократно повторяет весь комплекс операций в течение короткого времени — обычно просматриваются все кристаллы в кассете (а их несколько десятков) без отрыва от окуляра микроскопа. При этом возникает необходимость удержания в кратковременной памяти промежуточных результатов работы — подсчета числа отбракованных кристаллов и типов дефектов — для последующего занесения их в сопроводительную документацию. Кроме того, быстрый переход от сканирования одного кристалла к другому при высоких яркостных характеристиках изображения создает благоприятные условия для возникновения эффектов наложения следов в сенсорной памяти и зрительной маскировки [327].
Таким образом, при выполнении основных рабочих действий у оператора-контролера максимально нагружены процессы перцептивной обработки больших массивов зрительной информации, кратковременного запоминания, механизмов извлечения Информации из долговременной памяти и мыслительных опера-Кий по классификации. Сложность описанной психологической Вгруктуры деятельности и быстрый темп ее реализации требу-Нот высокой концентрации внимания.
В деятельности оператора-сварщика роль перцептивных, ■шемическнх и мыслительных компонентов также весьма значительна. Несмотря на то что внешне удельный вес исполнительных действий превалирует, сами по себе рабочие движения ■Не отличаются большим разнообразием, просты по форме и не требуют значительных мышечных усилий. Функциональное Истроение двигательного акта имеет сложный характер — помимо собственно-исполнительной части в нем выделяются стадии программирования, контроля и коррекции, по своему содержанию являющиеся когнитивными [52]. Инструментальный характер выполняемых движений, высокая точность, невозможность ■контроля за качеством исполнения за счет проприоцептивной ■стимуляции, необходимость многократного повторения в соответствии со сложной структурой воспринимаемого объекта — [все это существенным образом усиливает значение когнитивного компонента в их реализации.
Содержание когнитивных процессов, лежащих в основе выполнения описанных прецизионных действий, также может?быть соотнесено с процессом приема и переработки больших;' массивов зрительной информации. При выполнении движений [должно обеспечиваться адекватное восприятие и оценка всех [элементов сложного рисунка обрабатываемой интегральной
схемы с целью выделения участков, подлежащих обработка Это осуществляется на основании сопоставления воспринимав' мого объекта и актуализируемого из долговременной памяти эталона, соответствующего типу изготавливаемого прибора ] задающего алгоритм его обработки. Количество выполняемых соединений на одном приборе значительно, что предполагает удержание в кратковременной памяти большого объема инфор. мации о реализованных движениях. Контроль за качеством вы-полнения каждого электрического соединения осуществляется перцептивно на основании целой системы зрительных признаков, хранящихся в долговременной памяти. Так же как и в слу. чае деятельности операторов-контролеров, сложность и высокий темп работы требуют максимальной мобилизации внимания.
Организация рабочего места и особенности рабочей позы
Оптимальность рабочего места является дополнительным фактором, усугубляющим или снижающим интенсивность воздействия основных рабочих нагрузок. Кроме того, конкретная форма организации рабочего места определяет особенности рабочей позы, являющейся одним из главных источников ощущений внутреннего комфорта и причиной перегрузки отдельных звеньев позотонического аппарата.
Операторы-микроскописты выполняют работу сидя. Их рабочее место представляет собой зону, оснащенную рабочим столом и рабочим сиденьем (передвижным стулом). Размеры и конструкция стола обеспечивают достаточную площадь для размещения технических средств на поверхности стола и необходимое пространство для ног оператора. Однако взаимное расположение стола и стула не позволяет оператору свободно выходить из-за рабочего места и принимать удобную позу.
Основной частью любой из используемых технических установок является оптический узел, смонтированный на базе микроскопа. Чаще всего используются бинокулярные стереоскопические микроскопы. Конструктивные особенности этих моделей микроскопа не обеспечивают полного удобства при его длительной эксплуатации [190]. Основные органы управления —-ручки регулировки резкости микроскопа, микроманипуляторы, кнопки включения вакуумной системы и др. — размещены, как правило, в зонах досягаемости правой и левой рук. Однако рационализация выполнения некоторых трудовых действий (например, сокращение амплитуды движения) предполагает некоторую перекомпановку их взаимного расположения.
Длительная работа за микроскопом определяет вынужденное поддержание фиксированной сидячей позы. Это само по себе является неудовлетворительным фактором для функционирования различных систем организма [98; 168]. Его влияние
усугубляется неоптимальным характером типичной рабочей по- \ъ1 [10; 333].
В специальном исследовании [183] было установлено, что для рабочей позы операторов-контролеров характерен выраженный наклон корпуса вперед со сдвигом шейного отдела по-
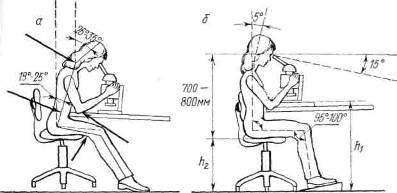
Рис. 27. Рабочая поза оператора-микроскописта, принимаемая в зависимости от организации рабочего места: а) типичная рабочая поза, наблюдаемая в реальных условиях Темными стрелками обозначены места локализации болевых ощущений;
б) рекомендуемая рабочая поза для данного вида труда h] — высота стола (с подставкой под микроскоп), h2 — высота сиденья. Эти параметры подбираются в соответствии с антропометрическими данными конкретного
человека.
звоночника. При этом отсутствут опора на спинку стула, только частично (не более 2/3) используется поверхность сиденья, основная тяжесть тела переносится на локти, ноги размещены нерационально (рис. 27, а). Типичная рабочая поза оператора-сварщика отличается от описанной выше вертикальным положением корпуса, но более выраженным наклоном головы вперед. Оба описанных варианта не соответствуют оптимальной рабочей позе (рис. 27, б), которая при работе в положении си-Таблица 14
Субъективная симптоматика неоптимальности типичной рабочей позы (данные опроса)
| ——_____^ Проявления —^^^ дискомфорта* Вид деятельности —■—^^_ | Усталость и боли в спине | Усталость и боли в области шеи | Боли в ЛОКТЯХ и предплечьях | Усталость и отеки ног |
| Операторы-контролеры (21 человек) Операторы-сварщики (28 человек) | 68 49 | 53 36 | 42 23 | 58 69 |
Представлены в %-ном отношении к общему числу опрошенных.
дя характеризуется выпрямленным положением корпуса с со, хранением естественных изгибов позвоночника [55]. Нерациональное распределение нагрузок между различными частями тела, вызываемое типичной нерациональной рабочей позой, приводит к быстрому утомлению позотонического аппарата и появлению разнообразных субъективных ощущений дискомфорта (табл. 14), усиливающихся к концу рабочего дня.
Принятие оператором неоптимальной рабочей позы провоцируется несоответствием пространственного расположения основных элементов рабочего места (выходного зрачка микроскопа, поверхностей стола и сиденья и др.) антропометрическим данным операторов.
Условия и организация труда
Санитарно-гигиенические условия в целом одинаковы для обеих групп операторов. Помимо основной особенности — поддерживания в производственных помещениях условий вакуумной гигиены — важными факторами являются уровень освещенности и шума. Замеры, проведенные на конкретных рабочих местах, указывают на существование значительных перепадов уровня освещенности между основными сенсорными зонами работы — поверхностью рабочего стола и полем зрения микроскопа. При необходимости многократного перевода взора из одной зоны в другую это усугубляет интенсивность зрительной нагрузки. Выполнение контрольных и сборочных работ затрудняется повышенным уровнем шума в рабочих помещениях, на 20—25 дбЛ превышающим оптимальный. Это может оказывать существенное влияние на выполнение точных исполнительных и когнитивных действий, требующих значительной концентрации внимания.
Режим труда и отдыха предполагает наличие фиксированного обеденного перерыва и произвольно устанавливаемых самой работницей кратковременных пауз для отдыха. Как правило, они возникают стихийно. При отсутствии специально организованных профилактических мероприятий их эффективность мала.
Оплата труда — сдельно-премиальная. Материальная заинтересованность ориентирует работниц на поддержание высокого темпа работы, так как заработок непосредственно зависит от объема выполненной работы с поощрением перевыполнения нормы. Личная ответственность за качество изготавливаемых изделий является сильным эмоциогенным фактором.
Основной контингент работающих составляют женщины. Как правило, их возраст не превышает 35—40 лет. Характерна и относительная непродолжительность профессиональной деятельности — стаж работы на данных производственных участках у половины работниц не более десяти лет.
Характеристика профессионального утомления операторов-микроскопистов
Проведенный профессиографический анализ двух основных видов деятельности операторов-микроскопистов выявляет много общего в характере основных воздействующих нагрузок. К ним в первую очередь относятся:
интенсивная зрительная нагрузка, определяющаяся сложностью психологического содержания деятельности и затрудненными условиями восприятия объекта; высокий темп деятельности, насыщенной разнообразными когнитивными и исполнительными действиями и требующей постоянной концентрации внимания;
дополнительные нагрузки на разные психофизиологические системы со стороны неблагоприятных санитарно-гигиенических условий;
длительная фиксация и неоптимальный характер основной рабочей позы;
высокий- уровень мотивации деятельности, задаваемый материальными стимулами и личной ответственностью за качество продукции.
Перечисленные факторы определяют главную причину снижения работоспособности операторов-микроскопистов — перенапряжение адаптационных возможностей реализующих деятельность психологических функций и физиологических систем. Вследствие этого главным вектором развития неблагоприятных функциональных состояний является формирование острого утомления. Качественное разнообразие воздействующих нагрузок определяет многоплановость его проявлений. Наряду с •обычно выделяемым зрительным утомлением в его состав входят компоненты общего, позотонического и двигательного4 утомления.
Проявления других неблагоприятных функциональных состояний, на возможность существования которых указывают при анализе труда операторов-микроскопистов (см. раздел 5.1), можно трактовать в контексте данного вида профессионального утомления. Элементы нервно-эмоционального напряжения формируются, как правило, на основе конфликта между сниженными при утомлении резервами человека и установкой на поддержание высокой производительности труда. Состояние гиподинамии, понимаемое шире обычной физиологической трактовки, можно рассматривать в качестве компонента позотонического утомления. Пограничные состояния являются следствием накопления утомления или срыва в работе наиболее нагруженных систем.
4 Вопрос о двигательном утомлении в этой работе специально не рассматривается, так как является предметом продолжающихся в настоящее время исследований.
Вопрос о возникновении состояния монотонии в данном ви де труда [100; 188; 190] для нас остается открытым — его раз. витию могут способствовать только внешние характеристики труда (окружающая обстановка, небольшая мышечная нагрузка, стереотипность движений), но не внутренняя насыщенность деятельности, требующей постоянной концентрации внимания и значительных когнитивных усилий.
Очевидно, что существуют различия в характере и форме проявлений симптомокомплекса профессионального утомления у операторов-контролеров и операторов-сварщиков. Деятельность последних внешне более разнообразна и напряженна. Кроме того, содержание когнитивных нагрузок, определяющих формирование зрительного и общего утомления, у них различно. Однако эти различия, по нашему мнению, отражают скорее разнообразие форм внутри одного класса явлений, нежели разные явления.
Особенности развития, смены форм и специфики проявлений этого состояния анализировались нами в рамках более широкого исследования динамики работоспособности операторов-микроскопистов, наблюдаемой в течение рабочего дня.
Методики исследования
Анализ динамики работоспособности проводился на основе ряда показателей, отражающих изменение функционального состояния на разных уровнях:
поведенческом (изменения производительности труда);
физиологическом (величина физиологической напряженности со стороны энергетической мобилизации);
психологическом (по показателям эффективности процессов приема и переработки зрительной информации и наличия субъективных переживаний утомления).
Обобщение этих данных позволяет дать комплексную характеристику каждой из стадий работоспособности, количественно определить их продолжительность и порядок чередования, дать качественную оценку степени развития утомления.
Оценка производительности труда проводилась по данным хронометража, в ходе которого фиксировались объемы выполненной работы за определяемые интервалы времени. Показателем производительности (Р) служило количество изготовленных приборов или просмотренных кристаллов за час работы.
Характеристика физиологической напряженности давалась на основании показателя частоты сердечных сокращений (ЧСС). Эти данные позволяют судить о мобилизации энергетических резервов организма и их адекватности требованиям деятельности.
Регистрация ЧСС проводилась с помощью записи электро-
кардиограммы. Был разработан специальный портативный усилитель, позволяющий вести запись ЧСС непосредственно на рабочем месте оператора. В процессе обработки электрокардиограммы выделялись RR-интервалы, значения которых усреднялись и переводились в показатели ЧСС: подсчитывалось число RR-интервалов за 1 мин и вычислялось среднее по 10-минутным замерам.
Более специфичными содержанию труда операторов-микро-скопистов были психологические методики тестирования.
В первую группу вошли психометрические методики оценки изменений в системе приема и переработки зрительной информации (см. раздел 3.1), характеризующие развитие зрительного5 и общего утомления. В состав батареи методик первоначально были включены методики поиска сигнала в шуме (ПСШ), опознания (ОП) и полного воспроизведения (ПВ). Мы специально использовали этот относительно общий набор методик, позволяющий в целом охарактеризовать эффективность процессов идентификации, опознания, удержания в памяти, принятия решений на уровне сенсорного и кратковременного хранения информации, а также взаимодействия их с системой долговременного хранения. В соответствии с психологической характеристикой деятельности они относятся к числу профессионально-важных функций. Помимо этого в ходе исследований апробировалась методика для оценки эффективности процессов мысленного вращения, результаты которой были рассмотрены раньше (см. раздел 3.2).
Напомним, что методика ПВ состоит в воспроизведении испытуемым всех членов предъявленной ему цифровой последовательности. В методиках ПСШ и ОП испытуемый должен узнать только один из элементов предъявляемой последовательности. В первом случае тестовый стимул задается до предъявления цифровой последовательности, во втором — после нее. Во всех методиках испытуемым зрительно предъявлялись последовательности, состоящие из 3 двузначных чисел. Время экспозиции одного стимула составляло 20 мс. Продолжительность межстимульных интервалов подбиралась для каждой методики отдельно в ходе тренировочных опытов. Для разных методик оно колебалось в пределах от 80 до 180 мс. Опыт по каждой методике включал минимальное количество проб, необходимых для получения статистически достоверных результатов (для методики ПВ — 20 проб, для методик ОП и ПСШ — по 45 проб). Реализация методик осуществлялась с помощью портативного стенда [112], обеспечивающего необходимые параметры зрительного предъявления цифровой информации.
В ходе специального исследования была проведена предварительная оценка чувствительности методик и валидизация по-
5 Специальный анализ зрительной работоспособности с помощью физиологических методик нами не проводился, так как этот вопрос достаточно полно отражен в литературе (см. раздел 5.1).
fi А. Б. Леоноза <37
казателей. Результаты выполнения методики ПСШ не обнаружили сколь-нибудь выраженных и закономерных изменений.. Поэтому в дальнейшем мы исключили их из рассмотрения. Ва-лидизация показателей выполнения методик (правильность от-ветов по каждой из позиций предъявляемого ряда и их суммарная оценка) проводилась на основании соответствия их изменения гипететической кривой работоспособности операторов-мик-роскопистов, построенной по литературным данным [152; 188]. После этапа качественной классификации правильность отбора валидных показателей проверялась с помощью двухфакторного-дисперсионного анализа (модель с дробной репликой). Независимыми переменными являлись «порядковый номер замера» и «испытуемые». Адекватная динамика наблюдалась для трех показателей в методике ПВ:
правильность ответов по 1 и 2 позициям;
сумма правильных ответов по всем позициям; и для двух показателей в методике ОП:
правильность ответов по 1 и 2 позициям.
Эти величины служили исходным материалом для получения интегрального показателя уровня выполнения, рассчитываемого по формуле
п 1_ yi xi—xi фон
п «■ xi max xi фон
где i — информативные показатели, п — число информативных показателей, Xi ф0Н — балльная оценка фонового уровня i-ro показателя, Ximax — максимально возможная балльная оценка i-ro показателя, xi — балльная оценка i-ro показателя в конкретном случае.
В качестве основы для разработки интегрального показателя у нами были приняты используемые в психофизиологических исследованиях приемы [169; 220].
Вторую группу психологических методик представляли два варианта специализированного опросника на утомление соответственно двум анализируемым видам операторской деятельности. Разработка опросника проводилась на основании про-фессиографического анализа и данных об общих субъективных симптомах утомления (см. раздел 4.2). Подготовка опросника включала два этапа: составление избыточного предварительного опросника и последующего отбора чувствительных симптомов.
В состав предварительного опросника было включено более 60 возможных проявлений утомления (62 для операторов-контролеров и 64 для операторов-сварщиков), объединяющихся в три основные группы: симптоматика общего, зрительного и по-зотонического утомления. В наиболее обширной группе признаков — общего утомления — были выделены подгруппы, касающиеся проявлений физиологического дискомфорта, общего са-

сочувствия, эмоционального фона деятельности, мотивации и особенностей выполнения трудовых операций. Различия между двумя вариантами опросника касались включения дополнительных симптомов на утомление мышечного аппарата плечевого яояса и кистей рук, характерных для деятельности операторов-■сварщиков, а также различной формулировки некоторых пунк-[тов.
Выбор чувствительных симптомов основывался на результатах специального обследования и проводился путем попунктно-"го анализа по схеме, предусматривающей достижение внутрен-
Таблица 15
Список информативных симптомов для диагностики
острого утомления операторов-сварщиков
1. У меня хорошее настроение
2. Чувствую себя усталой
3. Я тороплюсь выполнить норму -4. Сейчас я работаю медленно Ъ. У меня устали глаза
■6. Хочется переменить позу
7. У меня устали пальцы
8. Чувствую себя хорошо
9. Мне весело
0. Хочется отвлечься от работы
1. Стала замечать ошибки в работе
2. Ощущаю тяжесть в глазах
3. Мне хочется работать
4. Чувствую себя вялой
5. Стала делать паузы в работе
16. Ощущаю боль в висках и во лбу
17. У меня затекли ноги
18. Хочется спать
19. Я знаю, как идет работа у моих соседей
"20. Мои руки работают сами собой
21. Чувствую общее недомогание
22. Я работаю энергично
23. Мне трудно сосредоточиться
24. Работаю с напряжением
25. Мои движения скованы
26. Стараюсь работать как можно лучше
27. Ощущаю тяжесть в голове
28. Хочется закрыть глаза
29. Чувствую себя бодрой
30. Время тянется медленно
31. Я работаю, не думая о посторонних вещах
32. Хочется встать и размяться
33. Мне интересно работать
34. Надо работать быстрее
35. Мне лень двигаться
36. Я спокойна
37. Приходится напрягать глаза
38. У меня шумит в ушах
39. Стало трудно думать
40. Я раздражена
41. У меня дрожат пальцы
42—45. Ощущаю усталость (боли) в спине, в шее, в пояснице, в плечах
лей непротиворечивости теста [4]. После осуществления статистической процедуры отбора в состав сокращенных вариантов ■опросников вошли 22 симптома для операторов-контролеров и 45 симптомов для операторов-сварщиков (табл. 15). Более обширный состав сокращенного варианта опросника для операторов-сварщиков может быть связан с большей напряженностью их труда, что способствует яркой субъективной представленности негативных переживаний, и лучшей словесной формулировкой ряда симптомов.
Процедура исследования
Динамика работоспособности оценивалась по показателям выполнения каждой из методик в разные моменты рабо-
6*
чей смены: у операторов-контролеров проводилось по 4 замера в> течение дня (по два в первой и второй половинах смены, через каждые 3 ч работы); у операторов-сварщиков — по 6 замеров (по три в первой и второй половинах смены, через каждые 1— 1,5 ч работы). Во всех случаях время первого замера приходилось на конец первого часа работы, а последний проводился не позднее, чем за час до окончания смены. Опыты по отдельным методикам проводились в разные дни, за исключением оценки;
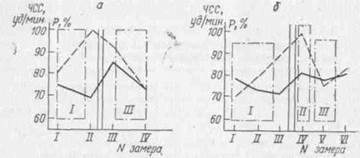
Рис. 28. Сменная динамика показателей производительности
труда (Р,----------) и физиологической напряженности (ЧСС,
----------) у а) операторов-контролеров и б) операторов-сварщиков
Штрихпунктиром выделены периоды: I — нахождения оптимального способа работы (врабатывание), II — субкомпенсадни и III — декомпенсации.
производительности труда и ЧСС, которые осуществлялись параллельно.
Все исследования проводились в производственных помещениях непосредственно на рабочих местах или в максимальной близости от них. Продолжительность тестирований по возможности сводилась к минимальной: регистрация ЧСС осуществлялась в течение 10 мин, на психометрические методики затрачивалось по 5—7 мин, заполнение опросников требовало 2—3 мин> рабочего времени.
В целом в исследовании приняли участие 80 испытуемых — работниц обеих профессиональных групп. Для проведения опытов по аппаратурным методикам формировались группы, состоящие из 7—10 человек. При необходимости с каждым из них проводились тренировочные опыты. С помощью опросника обследовались более обширные группы работниц (около 20 человек), получавшие предварительно подробную инструкцию по-заполнению бланков.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 365; Нарушение авторских прав?; Мы поможем в написании вашей работы!