КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
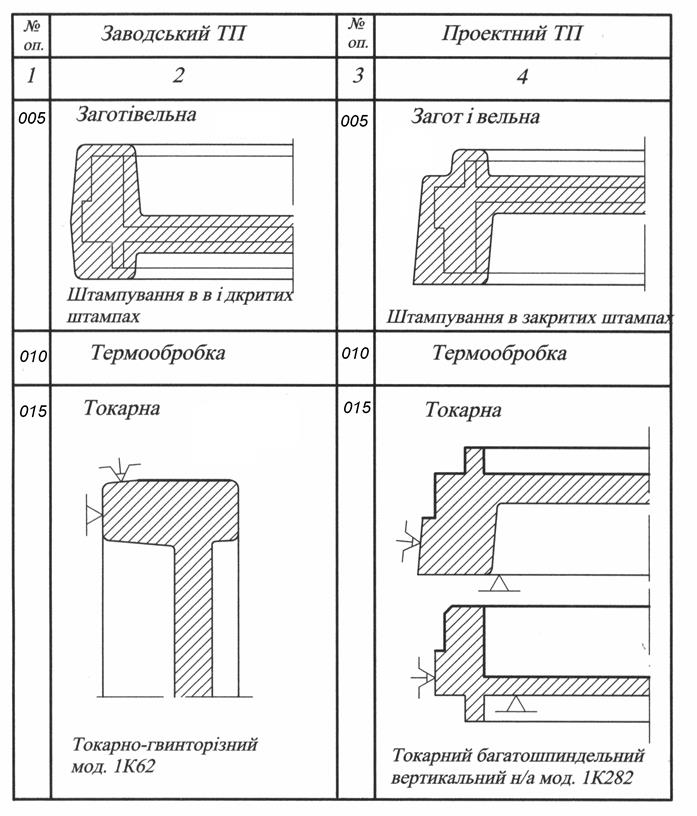
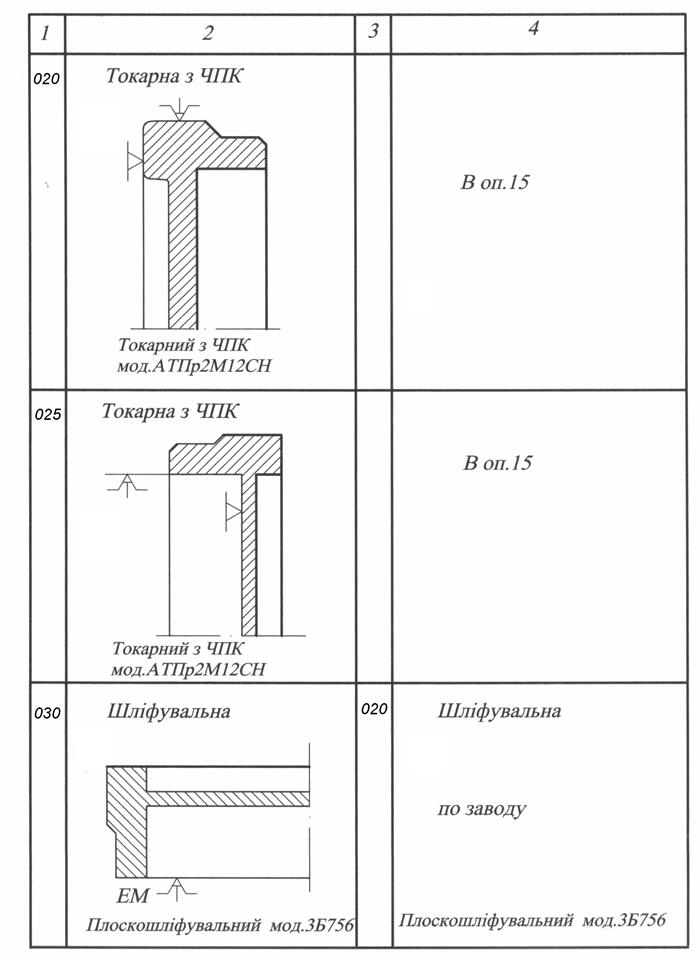
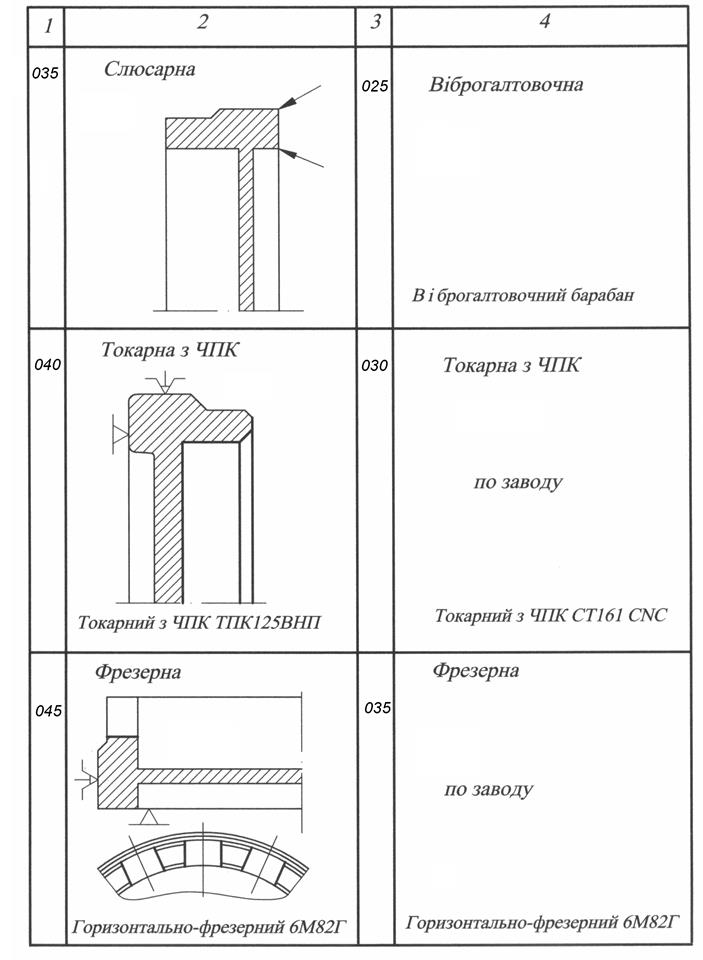
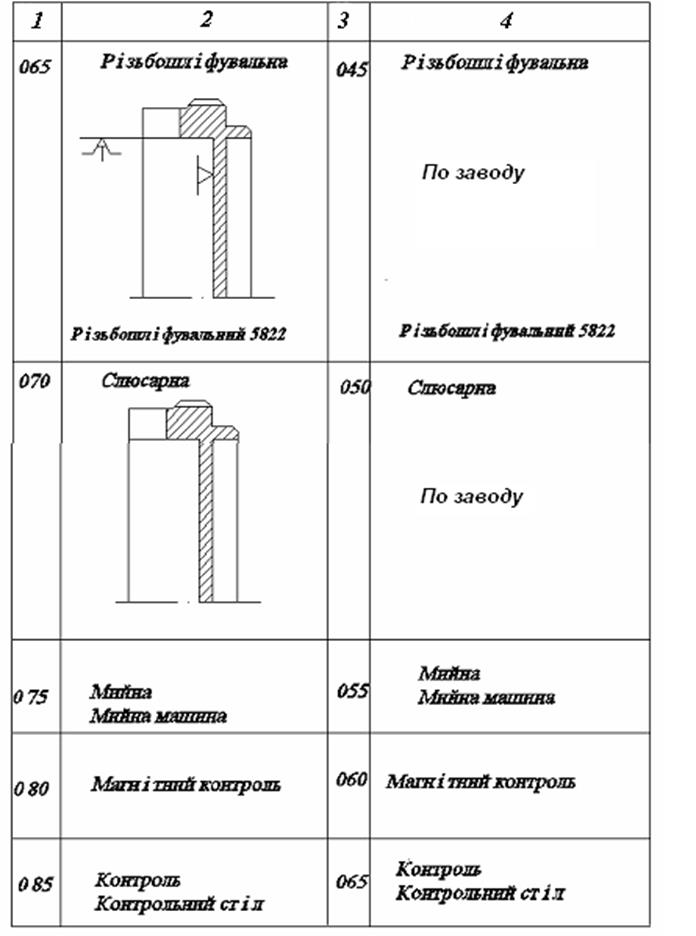
Приклад. 1.6 Порівняння проектного і заводського маршруту обробки деталі
|
|
|
|
1.6 Порівняння проектного і заводського маршруту обробки деталі
Таблиця 1.8 - Порівняння маршрутів обробки
 Продовження таблиці 1.8
Продовження таблиці 1.8
 Продовження таблиці 1.8
Продовження таблиці 1.8
Продовження таблиці 1.8
1.7 Обґрунтування технологічних баз
В пояснювальній записці - обов'язковою є наявність обґрунтування вибору конструкторських, технологічних та вимірювальних баз. Усі бази рекомендується вказувати цифрами, відповідно позначенням базових поверхонь по ескізу в розділі "Опис виробу".
Базою називають поверхню, вісь, точку деталі або складальної одиниці, по відношенню до яких орієнтуються інші деталі виробу або поверхня деталі, які обробляються або складаються на даній операції. По характеру свого призначення бази підрозділяються на: конструкторські, технологічні, вимірювальні.
Конструкторські бази – це основі та допоміжні бази, які мають суттєве значення при конструюванні. Основна база визначає положення деталі в виробі, а допоміжні – положення приєднаних деталей відносно даної деталі.
Технологічною базою називають поверхню, яка визначає положення деталі при обробці. Технологічні бази можуть бути чорнові і чистові.
Вимірювальною базою називають поверхню, яка визначає відносне положення деталі і засобів вимірювання.
Технологічні чорнові та чистові бази вибирають керуючись наступними міркуваннями, на які посилаються при обґрунтуванні баз.
При проектуванні технологічного процесу для забезпечення необхідної точності велике значення має вибір баз. Спочатку за технологічну приймається чорнова база, тобто необроблені поверхні заготівок. Вибрана чорнова база повинна забезпечувати рівномірне зняття припуску при послідуючій обробці поверхонь з базуванням на оброблену технологічну базу і найбільш точне взаємне розташування оброблених і не оброблених поверхонь деталі. Чорнові базові поверхні повинні бути по можливості гладкими; не мати штампувальних і ливарних ухилів; не них не слідує розміщувати літники, робити поверхні для рознімання ливарних форм та штампів.
При виборі технологічних баз для обробки заготівок необхідно застосовувати принцип суміщення баз, тобто для технологічної бази необхідно брати поверхню, що є вимірювальною базою. Найкращі результати досягаються при суміщенні технологічної, конструкторської та вимірювальної бази, тобто поверхонь, які визначають положення деталі в виробі.
При будуванні маршруту обробки необхідно дотримувати принцип постійності баз; на всіх основних технологічних операціях використовувати для технологічних баз одні й ті самі поверхні. Принципи суміщення і постійності баз збігаються, коли витримуванні розміри проставляються від однієї достатньо стійкої вимірювальної бази. Якщо вимірювальні бази змінні і не мають великих розмірів, то принцип суміщення баз здійснити важко. В цьому випадку здійснюють інший принцип, вибирають постійну технологічну базу. Утворення штучних технологічних баз на деталях сприяє більш повному дотриманню принципу постійності баз.
Коли постійність технологічної бази не може бути забезпечено, для нової технологічної бази вибирають обов’язково оброблені, по можливості найбільш точно оброблені поверхні.
Технологічна база повинна забезпечувати достатню стійкість та жорсткість установлення заготівки, що досягається відповідними розмірами та якістю базових поверхонь, а також їх взаємних розташувань. При виборі технологічних баз треба забезпечувати необхідну орієнтацію оброблюваної заготівки в пристрої. Для повної орієнтації заготівки в пристрої число і розташування установочних елементів повинно бути таким, щоби заготівка не могла мати зміщення і обертання навколо трьох координатних осей. При виконанні цих умов заготівка лишається всіх ступенів свободи.
Тобто, розробляючи технологічний процес механічної обробки деталі, для кожної операції необхідно вибирати бази, керуючись наступними положеннями:
а) бажано, щоби вимірювальна та установочна бази співпадали, треба вибирати в якості установочної бази поверхню, від якої задано розмір. При цьому похибка базування буде дорівнювати нулю і відпаде необхідність в перерахунку операційних розмірів;
б) кожна зміна установочної бази в ході технологічного процесу вносить нові похибки, що залежать від неточності взаємного розташування баз; тому доцільно виконувати обробку від однієї постійної бази, тобто в процесі обробки на всіх основних технологічних операціях використовувати в якості установочної бази одні й ті ж самі поверхні;
в) якщо для виконання послідуючої операції колишня база не може бути використана, то новою установочною базою повинна бути оброблена поверхня; якщо при цьому нова установочна база не є вимірювальною, то виконують перерахунок допусків на розміри поверхонь;
г) в всіх випадках установочна база повинна забезпечити жорсткість установки заготівки, тобто незмінність її положення в процесі обробки, що досягається відповідними розмірами поверхонь базування і їх взаємним розташуванням;
д) чорнова установочна база може бути прийнята тільки для чорнових операцій, так як повторне її використання може в значній мірі порушити взаємне розташування оброблюваних поверхонь;
ж) якщо конфігурація деталі не дозволяє вибрати задовольняючу вимогам установчу базу, то на заготівці оброблюють допоміжні поверхні, призначені тільки для установки, тобто створюють штучні установочні бази (наприклад, центрові отвори для обробки валів); в деяких випадках для цієї цілі роблять спеціальні приливи в виливках та прибилі в виливках, поковках, штампуваннях, які після їх обробки використовують при послідуючій обробці.
При виконанні даного пункту необхідно порівняти похибку закріплення з допусками оброблюваних поверхонь, перевірити виконання умови: εуl£Тl, εуd£Тd. При чому похибка закріплення вибирається з [1,с.49], [3,с.47-50] або з іншої літератури, враховуючи, що εзl вибирається при осьовому напрямку зміщення заготівки, а εзd при радіальному зміщенні заготівки.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 583; Нарушение авторских прав?; Мы поможем в написании вашей работы!