КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типовой технологический процесс изготовления трубчатой детали
|
|
|
|
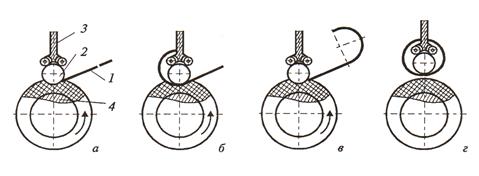
Для того чтобы изготовить трубчатую деталь надо иметь трубную заготовку. При отсутствии цельнотянутых труб можно получить прямошовные трубы сверткой листового материала. Одним из наиболее прогрессивных способов (количество технологических переходов минимально) их получения является процесс гибки заготовок из листа на двухвалковых листогибочных машинах моделей ЛГМЭ-1,6и ЛГМЭ-0,6 с эластичным покрытием рабочего валка (рис. 12).
|
| Рис.12. Схема процесса двухпереходной гибки на машинах серии ЛГМЭ |
На этих машинах можно получать заготовки прямошовных труб из алюминиевых сплавов АМцМ, АМг и других диаметром от 60 до 300 мм с толщиной стенки не более 3 мм; из коррозионно-стойких сталей - диаметром от 70 до 200 мм с толщиной стенки не более 2 мм; из титановых сплавов ВТ1-0, ВТ1-1, ОТ4 и других диаметром от 60 до 200 мм с толщиной стенки не более 1,5 мм. Максимальная длина получаемой трубной заготовки для всех материалов составляет 1600 мм. В комплект технологической оснастки входят сменные жесткие оправки, выполненные в виде стержня или трубы с толщиной стенки не менее 10 мм. Диаметр оправки определяется из условия обеспечения заданного диаметра трубчатой заготовки с учетом пружинения после снятия внешней нагрузки. Параметры настройки оборудования является глубина внедрения жесткого валка-оправки с заготовкой в эластичное покрытие заданной толщины. Зависимости диаметра заготовки прямошовной трубы от диаметра оправки и толщины исходного листового материала для наиболее распространенных материалов приведены в соответствующей специальной литературе.
Заметим, что формообразование прямошовных труб из листового материала можно осуществлять и на листогибочных прессах или жестких валковых машинах. Однако для этих процессов характерны значительная трудоемкость гибочной операции (число переходов может достигать 30), наличие огранки на поверхности трубы, большая длина недогнутых кромок и большая трудоемкость доводочных работ.
|
|
|
Приведем типовой технологический процесс изготовления трубчатой детали одинарной кривизны. Его можно разбить на следующие этапы.
Этап 1. Раскрой и подготовка труб и патрубков. В зависимости от марки материала, диаметра, толщины стенки и технологического процесса изготовления труб для резки заготовок используются специальные трубоотрезные станки, например, типа СРТ-50; дисковые пилы; штампы; анодно-механические станки.
Этап 2. Механическая обработка концов труб. Процесс подготовки конца трубы для выполнения следующей операции заключается в удалении заусенцев и обработки кромки трубы после обрезки. В зависимости от последующей операции обработка концов труб подразделяется на: подготовку торцов под последующие операции - торцовку; развальцовку; обжатие; зиговку, раскатку и дорнование; обработку торцов труб с технологическим припуском; обработку торцов труб под сварку и пайку. Для выполнения указанных операций используется специальное оборудование.. Например, торцовка труб рекомендуется производить на специализированных станках типа СТТ-5о или на токарных станках.
Этап 3. Гибка труб. Производится на специализированном оборудовании. Если гибка реализовывалась с использованием наполнителя (например, сыпучего наполнителя), то необходимо выполнить следующие действия: отрезают технологический припуск, оставляя припуск на торцовку; высыпают наполнитель; продувают трубу сжатым воздухом; производят принудительную промывку трубы в горячей проточной воде при температуре не ниже 60-800 С в течение 15-20 мин (при промывке труб из алюминиевых сплавов в воду добавляется 0,3 % -ный К2С2О7); продувают трубу сухим сжатым воздухом (температура не ниже 500С); отрезают технологический припуск.
|
|
|
Этап 4. Формообразование элементов трубопроводов. Это выполнение операций, направленных на получение трубных деталей с раструбом, фланцем на концах либо с тороидальной законцовкой, ступенчатые детали, различные переходники и др.
Литература
Изготовление трубопроводов гидрогазовых систем летательных аппаратов / Б.Н.Марьин, В.М.Сапожников, Ю.Л.Иванов и др. М.: Машиностроение, 1998. 400 с.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1514; Нарушение авторских прав?; Мы поможем в написании вашей работы!