КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поля допусков и посадки подшипников качения
|
|
|
|
Классы точности подшипников качения
ГОСТ 520-2002 устанавливает следующие классы точности подшипников качения: нормальный, 6, 5, 4, Т, 2.Установлены дополнительные классы точности(7, 8) для применения по заказу потребителей в неответственных узлах. Нормальный класс точности для шариковых и роликовых радиальных и шариковых радиально-упорных подшипников обозначается «0», для роликовых конических подшипников – «N».
Классы точности подшипников характеризуются значениями предельных отклонений размеров, формы, расположения и шероховатости поверхностей подшипников. Числовые значения данных параметров определяются номинальными размерами и классом точности подшипника.
ГОСТ 3325-85 распространяется на подшипниковые узлы машин, механизмов и приборов, посадочные поверхности которых предназначены для монтажа подшипников качения с номинальным диаметром отверстий до 2500 ммпри выполнении следующих условий:
· валы сплошные или полые толстостенные ( , где d – диаметр внутреннего кольца подшипника, D – диаметр отверстия вала);
, где d – диаметр внутреннего кольца подшипника, D – диаметр отверстия вала);
· корпуса толстостенные;
· материал валов и корпусов – сталь или чугун;
· нагрев подшипников при работе до 100 °С.
Общее обозначение полей допусков подшипников:
· для среднего диаметра внутреннего кольца подшипника – Ldm ;
· для среднего диаметра наружного кольца подшипника – lD m.
Поля допусков колец подшипника обозначаются буквами L или l по классам точности, например: L 0, L 6, …, l 5, l 4, …
Диаметры наружного и внутреннего колец подшипника приняты соответственно за диаметры основного вала и основного отверстия. Однако поле допуска внутреннего кольца располагается вниз от номинального размера (перевернуто относительно нулевой линии). Такое расположение поля допуска позволяет получать посадки внутреннего кольца подшипника с валами с небольшим натягом без применения дополнительных полей допусков валов, используя основные отклонения n, m, k, js.
|
|
|
Схемы расположения полей допусков при посадках подшипников на валы и в отверстия корпусов представлены на рис. 6.2.
Выбор посадок внутреннего кольца подшипника на вал и наружного кольца подшипника в отверстие корпуса зависит:
· от вида нагружения кольца подшипника;
· режима работы подшипника;
· соотношения эквивалентной нагрузки Р и динамической грузоподъемности С;
· типа, размера и класса точности подшипника.
Различают следующие виды нагружения колец подшипника:
· местное – М;
· циркуляционное – Ц;
· колебательное – К.
При местном нагружении действующая на подшипник результирующая радиальная нагрузка воспринимается одним и тем же ограниченным участком дорожки качения кольца и передается соответствующему участку посадочной поверхности вала или корпуса.
При циркуляционном нагружении действующая на подшипник результирующая радиальная нагрузка воспринимается и последовательно в процессе вращения передается всей дорожке качения, а следовательно, и всей посадочной поверхности вала или корпуса.
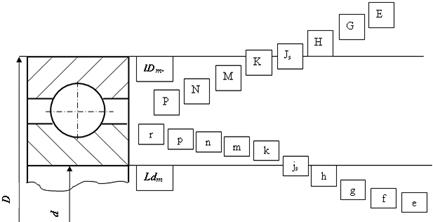
Рис. 6.2. Схемы расположения полей допусков при посадках подшипников
При колебательном нагружении неподвижное кольцо подшипника подвергается одновременному воздействию радиальных нагрузок: постоянной по направлению и вращающейся, но меньшей или равной по величине первой нагрузке. Равнодействующая этих нагрузок совершает периодическое колебательное движение, которое передается ограниченному участку посадочной поверхности.
Между режимами работы подшипника и соотношениями Р/С установлена зависимость, приведенная в табл. 6.3:
Таблица 6.3
|
|
|
Режимы работы подшипника
| Режим работы подшипника | Отношение нагрузки к динамической грузоподъемности |
| Легкий | Р/С ≤ 0,07 |
| Нормальный | 0,07 < Р/С ≤ 0,15 |
| Тяжелый | 0,15 < Р/С |
Некоторые конструкции стандартных подшипников качения показаны на рис. 6.3.
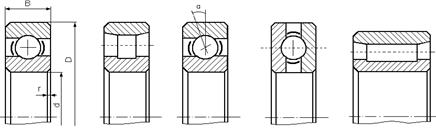
Рис. 6.3. Основные типы подшипников качения
Радиальные шариковые подшипники (тип 0, см. табл. 6.2) – наиболее распространенный тип подшипников. Они предназначены для восприятия радиальных нагрузок, но могут воспринимать и осевые. Вследствие точечного контакта тел качения они имеют меньшие потери на трение.
Радиальные роликовые (тип 2) и игольчатые (тип 4) подшипники дают экономию в размерах, обеспечивают более высокую жесткость опор, но не способны воспринимать осевые нагрузки.
Упорные подшипники (тип 8) способны воспринимать только осевые нагрузки. В опорах они устанавливаются совместно с радиальными, обычно в случаях, когда те не способны нести осевую нагрузку или когда осевая нагрузка является превалирующей.
Сферические подшипники (типы 1 и 3) допускают значительные перекосы вала в опорах и применяются либо при невозможности добиться нужной соосности посадочных мест (опоры, установленные в раздельных корпусах), либо при длинных нежестких валах, имеющих большие перекосы сечений на опорах.
Радиально-упорные шариковые (тип 6) и роликовые конические (тип 7) подшипники предназначены для восприятия комбинированных нагрузок, но пригодны для чисто радиальных и чисто осевых. Особенностью этих типов является необходимость обеспечения регулировки зазора по дорожкам качения, что усложняет конструкцию. Одновременно это делает рациональным их применение в опорах, требующих минимальных регулируемых зазоров или даже натягов.
Габаритные размеры подшипников стандартизованы ГОСТ 3478-79 «Подшипники качения. Основные размеры».
6.2. Схемы установки опор, конструктивные элементы,
смазка, уплотнение
Различают две принципиальные схемы установки опор – с одной фиксированной опорой и другой «плавающей» (схема Ф, рис. 6.4) и с подпертыми опорами «враспор» или «врастяжку» (схема Р, рис. 6.4), каждая – с двумя вариантами крепления колец подшипников.
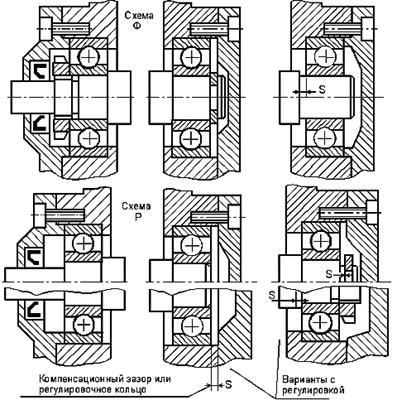
Рис. 6.4. Примеры конструкции опор с различными схемами установки
|
|
|
В схеме Ф осевые нагрузки воспринимает фиксированная опора; наличие плавающей опоры необходимо для компенсации неточности продольных размеров и деформаций.
Фиксированной обычно назначают ту опору, которая расположена ближе к функциональному элементу, требующему точного осевого расположения, или же из соображений прочности опор (осевая нагрузка добавляется туда, где радиальная меньше, если это не противоречит принятой схеме или условиям сборки).
В схеме Р опоры имеют одинаковую осевую фиксацию колец. Осевую нагрузку воспринимает та из них, в сторону которой эта нагрузка направлена, при переменной по направлению нагрузке – обе опоры. Конструктивно вариант Р проще, чем вариант Ф. Неточности продольных размеров и деформации требуют осевого компенсационного зазора или регулировки полученного зазора. Для радиально-упорных подшипников схема Р – единственно возможная.
Фиксация положения колец на валу и в отверстии может осуществляться с помощью заплечиков. Размеры заплечиков стандартизованы ГОСТ 20226-82 «Заплечики для установки подшипников качения. Размеры» [2, 3, 12].
Галтели, фаски и канавки на валу и в отверстии назначаются в зависимости от координат центра скруглений колец подшипников. Их размеры можно найти в справочной литературе [2, 3, 12].
Смазывание подшипников качения обычно осуществляется той же смазкой, что и передач. В ответственных случаях предусматривается специальный подвод смазки с помощью смазочных устройств.
Данные о свойствах стандартных марок масел и рекомендации по их выбору приведены в [3, 12].
Рекомендации по выбору способа смазки содержатся в литературе [3, 9, 12]. Там же даны и конструктивные решения узлов с различными системами смазки.
В сравнительно быстроходных узлах при скоростном показателе (dn = (20…40)∙104 мм∙об/мин) рекомендуется применять капельную или фитильную систему смазки. При очень высоких скоростях (dn = (150…200)∙104 мм∙об/мин) рекомендуется подача масляного тумана.
При невысоких скоростях (dn = (2…5)∙104 мм∙об/мин) применяется смазывание окунанием (уровень масла – до середины тел качения) или разбрызгиванием (наиболее распространенный способ).
|
|
|
Пластичные смазки рационально вносить в полость узла при сборке, в расчете на периодическую замену при профилактическом уходе за изделием. Более совершенна система направленного продавливания: свежая смазка, подаваемая в полость подшипника под давлением, через зазоры в уплотнении вытесняет отработанную. При конструировании таких систем необходимо предусматривать направление подачи и выхода смазки, исключающее образование застойных зон.
В ответственных опорах применяется автоматическая подача смазки от централизованной системы.
Конструктивные решения узлов с применением консистентных смазок содержатся в литературе [3, 12, 13].
Конструкции смазочных устройств – масленок, насосов, маслораспределителей и др. приведены в [3, 8, 12, 13].
При конструировании подшипниковых узлов особое внимание уделяется их уплотнению, т.к. необходимо обеспечить отсутствие вытекания смазки из полости подшипника и предохранение от попадания влаги и пыли, что часто бывает причиной потери работоспособности опоры.
В настоящем курсовом проекте рекомендуется применять манжетные уплотнения.
Манжета представляет собой выполненное из мягкого упругого материала кольцо с воротником, охватывающим вал. Под действием давления в уплотняемой полости воротник манжеты плотно охватывает вал с силой, пропорциональной давлению. Для обеспечения постоянного натяга воротник стягивают на валу кольцевой пружиной.
Манжеты ранее изготовляли из кожи. В настоящее время манжеты чаще всего изготовляют из пластиков типа поливинилхлоридов и фторопластов, превосходящих кожу по упругости и износостойкости. Поливинилхлоридовые манжеты выдерживают температуру до 80 °С. Фторопластовые манжеты могут работать при температурах до 300 °С.
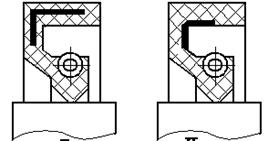
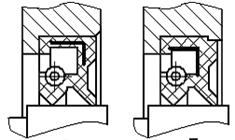
в машиностроении широко применяют армированные манжеты для валов (рис. 6.5). Эти уплотнения представляют собой самостоятельную конструкцию, целиком устанавливаемую в корпус; манжету изготовляют из синтетических материалов, что позволяет придать ей любую форму; воротник манжеты стягивается на валу кольцевой витой цилиндрической (браслетной) пружиной строго регламентированной силой.
Манжеты изготовляют прессованием или пресс-литьем (с опрессовкой внутренних металлических элементов) из эластичных, износостойких, масло- и химически стойких пластиков и резины. Браслетные пружины изготовляют из пружинной проволоки диаметром 0,2…0,5 мм и подвергают закалке и среднему отпуску, защищают кадмированием, цинкованием или делают их из бронзы.
а б
Рис. 6.5. Конструкции армированных манжет
Способы установки манжетных уплотнений в корпусах показаны на рис. 6.6. При способе установки, показанном на рис. 6.6, а, соединение с корпусом достигается за счет упругого радиального сжатия манжеты при вводе в корпус, однако соединение получается ненадежное. В конструкции на рис. 6.6, б уплотнение, предварительно сжатое, вводят в выточку в корпусе; высота буртика у входа в канавку не должна превышать допустимого пробела упругого сжатия манжеты.
а б
Рис. 6.6. Способы установки манжет
Поверхности, по которым работают манжеты, должны обладать твердостью не менее 45 HRC и иметь шероховатость не более
Ra = 0,16…0,32 мкм.
На рис. 6.7, а–в показаны три случая установки манжет. Случаях б и в необходимо предупредить возможность просачивания масла по зазору между валом и втулкой (или ступицей насадной детали). Это достигается обработкой торцов а до шероховатости Ra = 0,63…1,25 мкм и соблюдением строгой перпендикулярности торцов относительно оси отверстия. Для обеспечения полной герметичности рекомендуется покрывать торцы герметизирующими мазями или устанавливать на торцах уплотнительные прокладки.
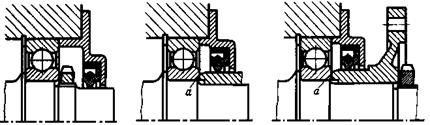
а б в
Рис. 6.7. Примеры установки манжетных уплотнений:
а – на вал; б – на промежуточную втулку; в – на ступицу насадной детали
На валах, на которые надевают манжету при сборке, должны быть предусмотрены пологие фаски. Это избавляет от необходимости применять специальные монтажные приспособления, например монтажную втулку.
Более подробно конструкции уплотнений, их сравнительный анализ, методика выбора и расчета подробно изложены в литературе [3, 8, 12, 13].
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2257; Нарушение авторских прав?; Мы поможем в написании вашей работы!