КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Волочение труб на оправке
|
|
|
|
Трубы малого размера, трубы с повышенными требованиями к качеству поверхности и точности производят холодной прокаткой на станах периодической прокатки и холодным волочением.
Станы холодной прокатки труб имеют подвижную клеть. Клеть, приводимая через кривошипно-шатунный механизм, совершает возвратно-поступательное движение в специальных направляющих.
В клети обычным образом размещены два валка. Валки посредством зубчатых колес находятся в зацеплении друг с другом.
В то же время на оси одного из валков закреплено еще одно зубчатое колесо, которое находится в зацеплении с неподвижной рейкой, размещенной в указанных направляющих.

1 - неподвижная оправка; 2 - прокатываемая труба; 3 - валки с переменным калибром.
В валках радиусом R размещены калибры с переменным профилем (переменный радиус по дну калибра – на рисунке обозначен r).
Возвратно-поступательное движение клети вызывает, посредством зубчатой рейки и колес, закрепленных на валках, вращение последних. Валки своими калибрами «перекатываются» по деформируемой части трубы, которая называется рабочим конусом.
Деформация трубы 2 осуществляется между оправкой 1 и калибром 3.
Когда клеть находится в заднем положении (левое крайнее положение на рисунке), калибры образуют максимальный просвет между собой.
В этот момент труба получает некоторое перемещение вперед, совершается подача очередной порции трубы для деформации в рабочем конусе.
Для того, чтобы какая-то порция трубы была продеформирована в рабочем конусе, необходимо совершить несколько подач.
Калибр, образованный оправкой и валками, не строго круглый. В зоне выпусков стенка трубы больше, чем в остальной части сечения, отличается также и диаметр трубы.
|
|
|
Для придания трубе правильного круглого сечения она кантуется - поворачивается вокруг собственной оси на определенный угол в тот момент, когда, например, совершается подача.
При холодной прокатке на станах ХПТ труба получает большие пластические деформации. Вытяжка за прокатку может составлять l=3¸5, а в некоторых случаях даже выше.
При холодной прокатке может существенно изменяться диаметр и толщина стенки трубы.
Одним из важных вопросов теории холодной прокатки труб является выбор рационального профиля калибра или, как говорят, калибровки.
Она должна обеспечивать получение труб заданного размера и качества, рациональное изменение нагрузок на детали стана во время прокатки и т.п.
Важно знать также, насколько в данном случае холодной прокатки труб использованы возможности деформации без разрушения - степень использования запаса пластичности, имеет ли металл еще ресурс пластичности для последующей деформации или следует его подвергнуть отжигу для «снятия» наклепа и восстановления пластических свойств.
Станы холодной прокатки труб - довольно сложные и дорогостоящие машины. Их использование для производства холоднодеформированных труб рационально в комбинации с волочением.
Волочильный стан прост по конструкции и в эксплуатации. Волочению свойственны меньшие деформации за один прием - коэффициент вытяжки составляет 1,5¸1,8, но во многих случаях возможно многократное волочение без промежуточного отжига.
Перестройка волочильного стана на волочение труб иного размера производится быстро (замена волоки и оправки), значительно быстрее, чем стана холодной прокатки труб.
Многообразный сортамент холоднодеформированных труб предопределяет использование, как правило, ХПТ на заготовительных операциях, а волочение - на последних операциях при изготовлении готовых труб.
|
|
|
Рассмотрим волочение на неподвижной оправке. Выведем дифференциальное уравнение волочения трубы на оправке и запишем выражения для напряжений.

Допускается, что во всех точках плоскости, нормальной к оси Х, т.е. перпендикулярной к оси трубы (рис. «а») имеет место однородное напряженное состояние и sх является одним из главных напряжений.
Давление матрицы в точках как на внутренней, так и на внешней поверхностях трубы, имеющих одинаковую координату Х, считается одинаковым; радиальное напряжение поперек стенки трубы принимается равным sr = –р.
Рассмотрим равновесие кольцевого элемента, вырезанного из трубы двумя поперечными плоскостями, отстоящими от начала координат на расстоянии Х и Х + dХ.
Следующие группы сил, действующих на кольцо, являются осесимметричными и дают равнодействующую, направленную вдоль оси Х (рис. «б»)
1.Равнодействующая напряжений sх, действующих на две поперечные плоскости, если пренебречь бесконечно малыми высшего порядка, равна
 (3.2)
(3.2)
2.Равнодействующая сил нормального давления на поверхность наружного инструмента (матрицы)
 (3.3)
(3.3)
3.Равнодействующая сил нормального давления на поверхность внутреннего инструмента (оправки)
 (3.4)
(3.4)
4.Равнодействующая сил трения, действующих на поверхность наружного инструмента
 (3.5)
(3.5)
5.Равнодействующая сил трения, действующих на поверхность внутреннего инструмента
 (3.6)
(3.6)
В приведенных выражениях D - средний диаметр трубы, который, по предположению, пренебрежимо мало изменяется в рассматриваемом процессе волочения; h (переменная) - толщина трубы; 2a и 2b – углы при вершинах конических поверхностей соответственно внешнего и внутреннего инструментов; m1 и m2 – коэффициенты трения для поверхностей внешнего и внутреннего инструмента.
Согласно уравнению равновесия, сумма сил, которые даются уравнениями (3.2) - (3.6), равна нулю, или

Упрощая и учитывая, что
 (рис. «б»)
(рис. «б»)
получим
 (3.7)
(3.7)
Вводя обозначение
 (3.8)
(3.8)
имеем
 (3.9)
(3.9)
В случае плоской деформации критерий пластичности выражается соотношением
 , (s0 = ss) (3.10)
, (s0 = ss) (3.10)
или, для данного случая, при s1 = sх и s3 = sу = - р имеем
 (3.11)
(3.11)
Разрешая относительно р, получим
 (3.12)
(3.12)
При подстановке этого соотношения в уравнение (3.9) приходим к дифференциальному уравнению
|
|
|
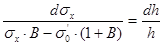 (3.13)
(3.13)
Интегрируя данное дифференциальное уравнение, разрешая полученный результат относительно осевого напряжения sх и учитывая (для определения постоянной интегрирования), что во входном сечении h = hв, sх = sхв при известном противонатяжении, находим выражения для напряжений
 (3.14)
(3.14)

Здесь sхв - противонатяжение во входном сечении при h = hв.
Из известного соотношения для плоской деформации вытекает выражение для главного напряжения sz
 (3.15)
(3.15)
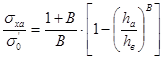
Напряжение волочения, то есть напряжение  в выходном сечении, где h = hа , равно
в выходном сечении, где h = hа , равно
 (3.16)
(3.16)
Когда противонатяжение равно нулю (sхв = 0) это уравнение примет вид
 (3.17)
(3.17)
Определим постоянную B для различных процессов волочения труб.
Постоянная В определяется спецификой процесса волочения.
При волочении трубы на неподвижной оправке обычно имеем m1 = m2 = m, что приводит к соотношению
 (3.18)
(3.18)
Часто неподвижная оправка имеет цилиндрическую форму, для которой b = 0. Тогда
 (3.19)
(3.19)
Если внутренняя цилиндрическая оправка изготовлена из другого металла, нежели матрица (m1 ¹ m2 ), выражение для В примет вид
 (3.20)
(3.20)
Интересные условия волочения трубы на движущейся оправке наблюдаются тогда, когда силы трения между оправкой и металлом меняют свое направление (волочение без трения).
В этом случае, если оправка цилиндрическая, b = 0. Если оба коэффициента трения одинаковы, то в выражение для В нужно подставить их зависимость: m2 = - m1.
Тогда числитель выражения для В (а поэтому и само В) будет равен нулю, и дифференциальное уравнение (3.13) перейдет в следующее
 (3.21)
(3.21)
Интегрируя это уравнение и удовлетворяя условию на входе, где h = hв и продольное напряжение равно противонатяжению (sх = sхв ), получим следующие выражения для напряжений
 (3.22)
(3.22)

Определим, далее, максимальное обжатие при волочении трубы на неподвижной оправке.
Прочность металла на разрыв на выходе из матрицы ограничивает напряжения волочения, а поэтому и предельно возможное обжатие  .
.
В выходном сечении металл находится скорее в одноосном напряженном состоянии, нежели в состоянии плоской деформации, так как он может свободно деформироваться в поперечном или окружном направлении.
|
|
|
Прочность его в этом случае определяется напряжением пластического течения s0.
Таким образом, можно написать следующее уравнение
 ,
, 
и 
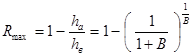
Тогда получим максимальное обжатие в виде
 (3.23)
(3.23)
Видно, что чем больше В тем меньше максимальное обжатие. Наибольшее обжатие (около 58%) достигается при В=0, то есть при волочении без трения.
Приведенный анализ относится к идеально пластичному металлу, для которого напряжение пластического течения s0 принимается постоянным и равным прочности на разрыв.
Упрочнение повышает допустимую величину обжатия, так как в этом случае к металлу в выходном сечении можно приложить более высокое растягивающее напряжение.
При волочении на движущейся оправке теоретическое максимальное обжатие определяется условием отличным от того, что имеет место в случае неподвижных инструментов.
Благодаря наличию оправки, окружная деформация металла равна нулю. Следовательно, металл находится в условиях плоской деформации. В этом случае разрушение металла ожидается тогда, когда осевое напряжение достигнет величины  .
.
Это ограничение приводит к соотношению
 (3.24)
(3.24)
откуда получим следующее выражение для максимального обжатия
 (3.25)
(3.25)
Для В=0 максимальное обжатие равно примерно 63%; это значение соответствует всем случаям, когда m1 = m2 , включая случай, когда трение отсутствует.
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 567; Нарушение авторских прав?; Мы поможем в написании вашей работы!