КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Эффективные коэффициенты концентрации напряжений b для расчета стальных конструкций мостов на выносливость
|
|
|
|
КОЭФФИЦИЕНТЫ ДЛЯ РАСЧЕТА НА ВЫНОСЛИВОСТЬ
Таблица 1*
| Расположение расчетного сечения и характеристика конструкции | Коэффициент b для стали марок | |
| 16Д | 15ХСНД, 10ХСНД, 390-14Г2АФД, 390-15Г2АФДпс | |
| 1. По основному металлу после дробеметной очистки или с необработанной прокатной поверхностью у деталей с прокатными или обработанными фрезерованием, строжкой кромками в сечениях вне сварных швов и болтов | 1,0 | 1,0 |
| 2. То же, с кромками, обрезанными газовой машинной резкой: | ||
| а) нормального качества | 1,1 | 1,2 |
| б) чистовой (смыв-процесс, резка с кислородной завесой, кислородно-плазменная) | 1,0 | 1,0 |
| 3. По основному металлу деталей в сечениях: | ||
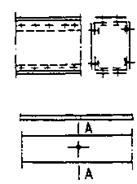
| а) нетто по соединительным болтам составных элементов, а также у свободного отверстия (черт. 1) | 1,3 | 1,5 |
| б) нетто у отверстия с поставленным в него высокопрочным болтом, затянутым на нормативное усилие (черт. 2) | 1,1 | 1,3 |
| в) брутто по первому ряду высокопрочных болтов в прикреплении фасонки к не стыкуемым в данном узле поясам сплошных балок и элементам решетчатых ферм (черт. 3) | 1,3mf | 1,5mf |
| г) то же, в прикреплении к узлу или в стыке двухступенчатых элементов, у которых: | ||
| непосредственно перекрытая часть сечения (2Аn) составляет, %, не менее: 80 общей площади сечения, в том числе при двусторонних накладках - 60 (черт. 4) | 1,4mf | 1,6mf |
| непосредственно перекрытая часть сечения (2Аn) составляет, %, не менее: 60 общей площади сечения, в том числе при двусторонних накладках - 40 (см. черт. 4) | 1,5mf | 1,7mf |
| д) то же, в прикреплении к узлу или в стыке с односторонними накладками двухступенчатых элементов, у которых непосредственно перекрытая часть сечения (2Аn) составляет (черт. 5), % общей площади сечения: | ||
| 60 и более | 1,6mf | 1,8 mf |
| менее 60 | 1,7mf | 1,9mf |
| е) то же, в прикреплении к узлу или в стыке с односторонними накладками одностенчатых элементов (черт. 6) | 2,2mf | 2,5mf |
| 4. По основному металлу деталей в сечении по границе необработанного стыкового шва с усилением, имеющим плавный переход (при стыковании листов одинаковой толщины и ширины) | 1,5 | 1,8 |
| 5. По основному металлу деталей в сечении по зоне перехода к стыковому шву, обработанному в этом месте абразивным кругом или фрезой при стыковании листов: | ||
| а) одинаковой толщины и ширины | 1,0 | 1,0 |
| б) разной ширины в сечении по более узкому листу | 1,2 | 1,4 |
| в) разной толщины в сечении по более тонкому листу | 1,3 | 1,5 |
| г) разной толщины и ширины в сечении по листу с меньшей площадью | 1,6 | 1,9 |
| 6. По основному металлу элемента, прикрепляемого внахлестку, в сечении по границе лобового углового шва: | ||
| а) без механической обработки этого шва при отношении его катетов b:a ³ 2 (при направлении большего катета b вдоль усилия) | 2,3 | 3,2 |
| б) то же, при отношении катетов b:a = 1,5 | 2,7 | 3,7 |
| в) при механической обработке этого шва и отношении катетов b:a ³ 2 | 1,2 | 1,4 |
| г) то же, при отношении катетов b:a = 1,5 | 1,6 | 1,9 |
| 7. По основному металлу элемента, прикрепляемого внахлестку фланговыми угловыми швами, в сечениях по концам этих швов независимо от их обработки | 3,4 | 4,4 |
| 8. По основному металлу растянутых поясов балок и элементов ферм в сечении по границе поперечного углового шва, прикрепляющего диафрагму или ребро жесткости: | ||
| а) без механической обработки шва, но при наличии плавного перехода от шва к основному металлу при сварке: | ||
| ручной | 1,6 | 1,8 |
| полуавтоматической под флюсом | 1,3 | 1,5 |
| б) при механической обработке шва фрезой | 1,0 | 1,1 |
| 9. Сечения составных элементов из листов, соединенных непрерывными продольными швами, сваренными автоматом, при действии усилия вдоль оси шва | 1,0 | 1,0 |
| 10. По основному металлу элементов в местах, где обрываются детали: | ||
| а) фасонки, привариваемые встык к кромкам поясов балок и ферм или втавр к стенкам и поясам балок, а также к элементам ферм, при плавной криволинейной форме и механической обработке перехода от фасонки к поясу, при полном проплавлении толщины фасонки | 1,2 | 1,4 |
| б) оба пояса на стенке двутаврового сечения при условии постепенного уменьшения к месту обрыва ширины и толщины пояса, присоединения стенки к поясам на концевом участке с полным проплавлением и механической обработкой перехода поясов к стенке | 1,3 | 1,6 |
| в) один лист пакета пояса сварной балки при уменьшении к месту обрыва толщины с уклоном не круче 1:8 и ширины листа со сведением ее на нет с уклоном не круче 1:4 и с механической обработкой концов швов | 1,2 | 1,4 |
| г) накладная деталь для усиления ослабленного отверстиями сечения элемента (компенсатор ослабления) при симметричном уменьшении ее ширины со сведением на нет, с уклоном не круче 1:1 и с механической обработкой концов швов | 1,2 | 1,4 |
| 11. По основному металлу элементов проезжей части в сечениях по крайнему ряду высокопрочных болтов в прикреплении: | ||
| а) диагонали продольных связей к нижнему поясу продольной балки, а также «рыбки» к нижнему поясу поперечной балки | 1,1 | 1,3 |
| б) фасонки горизонтальной диафрагмы к нижнему поясу продольной балки | 1,3 | 1,5 |
| в) «рыбки» к верхнему поясу продольной балки | 1,6 | 1,8 |
| 12. По оси стыкового шва с полным проплавлением корня шва: | ||
| а) при автоматической и полуавтоматической сварке под флюсом и ручной сварке, с контролем с помощью ультразвуковой дефектоскопии (УЗД) | 1,0 | 1,0 |
| б) то же, без контроля УЗД | 1,2 | 1,4 |
| 13. По расчетному сечению углового шва: | ||
| а) лобового шва, выполненного сваркой: | ||
| ручной | 2,3 | 3,2 |
| автоматической и полуавтоматической под флюсом | 1,9 | 2,4 |
| б) флангового шва | 3,4 | 4,4 |
| в) продольного соединительного шва составного элемента на участке его прикрепления к узлу при непосредственном перекрытии стыковыми накладками или узловыми фасонками лишь части сечения | 1,5 | 1,7 |
| г) продольного поясного шва балки | 1,7 | 1,9 |
| 14. По основному металлу листа настила ортотропной плиты в зоне перехода к монтажному стыковому шву, выполненному односторонней автоматической сваркой под флюсом: | ||
| а) с наложением первого слоя ручной сваркой на флюсомедной подкладке, без механической обработки усиления | 2,4 | 2,7 |
| б) то же, с механической обработкой усиления с обратной стороны стыка | 1,6 | 1,8 |
| в) на стеклотканево-медной подкладке с применением гранулированной металлохимической присадки, без механической обработки усиления | 1,5 | 1,65 |
| 15. По основному металлу листа настила отротропной плиты в зоне перехода к потолочному угловому шву его монтажного соединения с поясом главной балки или фермы внахлестку: | ||
| а) выполненному ручной сваркой | 6,4 | 7,1 |
| б) то же, с применением монтажной полосовой вставки, привариваемой встык к кромкам ортотропных плит, прикрепляемых внахлестку к поясу балки | 3,8 | 4,2 |
| 16. По основному металлу листа настила ортротропной плиты в зоне перехода к его монтажному стыковому соединению с поясом главной балки или фермы, выполненному односторонней автоматической сваркой под флюсом: | ||
| а) с наложением первого слоя ручной сваркой на флюсомедной подкладке, с механической обработкой усиления с обратной стороны стыка, при одинаковой толщине стыкуемых листов | 1,6 | 1,8 |
| б) то же, при разной толщине стыкуемых листов | 1,8 | 2,0 |
| в) на стеклотканево-медной подкладке с применением металлохимической присадки, без механической обработки усиления, при одинаковой толщине стыкуемых листов | 1,5 | 1,65 |
| г) то же, при разной толщине стыкуемых листов | 1,7 | 1,9 |
| 17. По основному металлу в зоне узла пересечения продольного ребра ортотропной плиты с поперечным в одноярусной ортотропной плите: | ||
| а) продольное ребро проходит через V-образный вырез с выкружками на концах радиусом 15-20 мм в стенке поперечного ребра и приварено к ней с одной стороны двумя угловыми швами | 2,2 | 2,4 |
| б) продольное ребро проходит через вырез в стенке поперечного ребра и в опорной пластинке и приварено к ней угловыми швами | 1,3 | 1,5 |
| 18. То же, в двухъярусной ортотропной плите: | ||
| а) тавровое продольное ребро соединяется с поперечным высокопрочными болтами через отверстия, просверленные в полке продольного и поясе поперечного ребер | 1,2 | 1,3 |
| б) тавровое продольное ребро соединяется с поперечным специальными прижимами | 1,1 | 1,2 |
| 19. По основному металлу листа настила и продольных ребер ортотропной плиты по границе швов в зоне цельносварного монтажного поперечного стыка ортотропной плиты: | ||
| а) при совмещенных в одном сечении стыках листа настила и продольных ребер, без механической обработки усиления швов | 2,2 | 2,5 |
| б) с разнесенными от стыка листа настила стыками продольного ребра, без механической обработки усиления швов | 2,2 | 2,4 |
| в) с разнесенными от стыка листа настила обработанными стыками продольного ребра, с механической обработкой усиления с обратной стороны стыка листа настила | 2,1 | 2,3 |
| 20. То же, в комбинированном стыке - сварном листа настила, болтовом в ребрах: | ||
| а) с устройством прямоугольных скругленных вырезов в продольных ребрах, без полного проплавления их концевых участков, без механической обработки усиления стыкового шва листа настила | 2,8 | 3,1 |
| б) с устройством обработанных полукруглых выкружек в продольных ребрах, с полным проплавлением их концевых участков, с механической обработкой усиления шва с обратной стороны стыка листа настила | 2,1 | 2,3 |
| в) с обрывом продольных ребер вблизи стыка листа настила и постановкой вставки между их торцами, без механической обработки усиления стыкового шва листа настила | 1,9 | 2,1 |
Примечания: 1. mf - коэффициент, учитывающий влияние сдвигов по контактам соединяемых элементов и принимаемый по табл. 3 в зависимости от числа поперечных рядов болтов n в соединении.
|
|
|
|
|
|
|
|
|
|
|
|
2. Параметр n определяется:
числом поперечных рядов болтов в прикреплении данного элемента к фасонке или стыковой накладке, когда этот элемент обрывается в данном узле (п. 3, г, д, е);
общим числом поперечных рядов болтов в прикреплении фасонки к непрерывному элементу (п. 3, в).
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 300; Нарушение авторских прав?; Мы поможем в написании вашей работы!