КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Редуцирование труб
|
|
|
|
Изготовление горячекатаных бесшовных труб диаметром менее 60-70 мм непосредственно на раскатных станах является неэкономичным или вообще невозможным вследствие малого диаметра оправок.
Поэтому трубы малых диаметров, как правило, изготовляют на редукционных станах. Применение редукционных станов позволяет расширить сортамент трубопрокатных установок в сторону труб мелких размеров.
Редуцирование используется также для изготовления труб длиной, большей, чем можно получить на трубораскатном стане. На редукционном стане можно получать не только круглые трубы, но и трубы других профилей (квадратные, прямоугольные и т.п.).
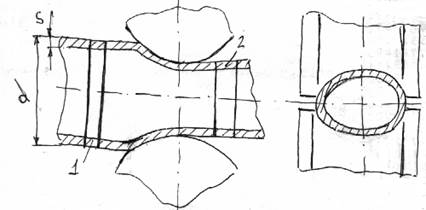
Редуцирование трубы в валках одной клети и редукционного стана:
1 - элемент трубы до и 2 - после деформации (стала шире и толще)
Значение редукционных станов в последние годы возросло, так как новый принцип работы станов (прокатка трубы с большим натяжением) расширил область их применения, позволил добиваться при редуцировании не только больших обжатий по диаметру трубы, но и заметного уменьшения толщины стенки. Редуцирование без натяжения или только с небольшим натяжением применяется еще широко. Этот процесс сопровождается утолщением стенки трубы.
По принципу работы редукционные станы являются многоклетьевыми непрерывными станами для прокатки труб без оправки с числом клетей от 9 до 24.
Исследованиями установлено, что утолщение стенки, в основном, зависит от величины обжатия по диаметру - степени редуцирования, толщины стенки и диаметра исходной трубы.
Численные исследования показали, что чем сильней упрочняется материал, тем меньше утолщение стенки трубы.
В случае редуцирования тонкостенных труб относительное утолщение стенки трубы d составляет половину относительного обжатия (арифметического его значения).
|
|
|
Так, если относительное обжатие по диаметру в одной клети составляет 4-8%, то утолщение стенки будет 2-4%.
Чем более толстостенная труба, тем меньше утолщение стенки. При 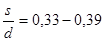 утолщение стенки происходить не будет.
утолщение стенки происходить не будет.
При коэффициенте  выше критического будет происходить уменьшение толщины стенки трубы.
выше критического будет происходить уменьшение толщины стенки трубы.
Редуцирование труб на агрегатах горячей прокатки применяется для того, чтобы уменьшить размеры трубной заготовки, идущей на дальнейший передел для получения холоднодеформированных труб.
Чем меньше диаметр и толщина стенки горячекатаной заготовки, тем меньше может быть цикличность холодной прокатки и волочения, тем дешевле последующий передел.
Утолщение стенки трубы, которое имеет место при редуцировании в указанном смысле, - вредное явление.
Утолщение можно свести к нулю и даже вызвать утонение стенки, если редуцирование вести с натяжением.
Напряжения растяжения трубы в продольном направлении при редуцировании, которые называют попросту натяжением, возникают в силу того, что скорости валков устанавливают растущими от клети к клети с большей интенсивностью, чем это необходимо для свободной прокатки.
Редуцирование с натяжением эффективно, когда организована или бесконечная прокатка (прокатка профилей, предварительно сваренных встык в «бесконечную» заготовку) или прокатка очень длинных труб.
Действительно, если прокатный стан настроен на работу с натяжением, то все равно концы труб будут редуцированы без натяжения (на торцах s = 0) и получают большее утолщение стенки, чем средняя часть трубы.
Это повышенное утолщение стенки концов труб по сравнению с серединой, имеющей стенку тоньше, на коротких трубах приводит к недопустимой разнотолщинности или к повышенным потерям металла из-за большой обрези.
На длинных трубах удельные потери металла с обрезью будут ниже и могут быть оправданными в связи с экономией труда при обработке в волочильных цехах более тонкостенных труб.
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 773; Нарушение авторских прав?; Мы поможем в написании вашей работы!