КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
П – подвесные
|
|
|
|
Таблица
Технические характеристики многоэлектродных сварочных машин
| Показатель | МТМ-160 | МТМ-32 | МТМ-166 | МТМ-35 | МТМК 3х100-4 |
| Ширина свариваемой сетки, мм | 800 - 3800 | 800 - 3050 | 800 - 2650 | 140 - 1550 | 115 – 800 |
| Количество продольных стержней, шт | До 36 | До 16 | До 27 | 2 - 8 | 2 – 6 |
| Диаметр продольных стержней, мм | 3 - 12 | 12 - 32 | 3 - 8 | 12 - 40 | 5 – 25 |
| Шаг продольных стержней, мм | 100 - 300 | 100 - 300 | 100 - 1100 | 100 – 750 | |
| Диаметр поперечных стержней, мм | 3 - 10 | 8 - 14 | 3 - 6 | 6 – 14 | 4 – 12 |
| Шаг поперечных стержней, мм | 100 - 300 | 100, 200, 300, 600 | 100 – 400 50 – 300 | 100 – 600 | 100 – 400 |
| Количество переменных шагов между поперечными стержнями | - | ||||
| Класс арматуры | Вр-1, А-1, А-11, А-111, Ат-111С | А-1, А-11, А-111, А-111С | Вр-1, А-1, А-111, Ат-111С | А-1, А-11, А-111, А-111С | Вр-1, А-1, А-11, А-111, Ат-111С |
| Длина свободных концов продольных стержней, мм | 30 – 150 | 20 – 300 | 20 – 200 | 20 – 300 | 20 – 200 |
| Длина свободных концов поперечных стержней, мм | 20 – 30 | 20 – 40 | 20 – 40 | 20 – 40 | |
| Номинальная мощность сварочных трансформаторов, кВ А |
Таблица
Технологические характеристики автоматизированных линий 7975/1 и 7975/2
| Показатель | 7975/1 | 7975/2 |
| Производительность (при изготовлении сеток с шагом поперечных стержней 200 мм), м/мин | До 2 | До 1 |
| Ширина сеток, мм | 800 – 3800 | 800 – 3800 |
| Длина сеток, мм | 800 – 7200 | 800 – 7200 |
| Наибольшее число продольных стержней | ||
| Диаметр стержней, мм: продольных | 3 – 6 | 3 – 12 |
| поперечных | 3 – 10 | 3 – 10 |
| Класс арматурной стали стержней | Вр- 1, А1, А-111, Ат-111С | Вр- 1, А1, А-111, Ат-111С |
| Расстояние между поперечными стержнями, мм | 100 – 300 | 100 – 300 |
| Расстояние между поперечными стержнями при дополнительном шаге, мм | 50 - 220 | 50 - 220 |
| Номинальная мощность, потребляемая сварочными трансформаторами, кВ А | ||
| Установленная мощность электродвигателей, кВт | 2,45 | 2,45 |
| Габариты, м | 26,0х6,4х2,25 | 15,0х6,0х2,0 |
| Масса, кг: С электросварочной машиной | ||
| Без электросварочной машины |
|
|
|
Стыковые соединения стержневой горячекатаной арматурной стали классов А-1 (А240) – А-1У (А600) и термически упрочненной стали классов Ат-111с преимущественно выполняют контактной стыковой сваркой на машинах (табл.), а также на установках СМЖ-524, где одновременно режут стержни необходимой длины.
Преимущество контактной стыковой сварки стержней по сравнению с дуговой электросваркой и др. способами заключается в меньшей трудоемкости и более надежном качестве соединения стержней.
Таблица
Техническая характеристика стыковых машин для сварки арматуры
| Показатели | МС-802 | МС-1202 | МС-1602 | МС-2008 |
| Мощность, кВ А | ||||
| Привод механизма опрессовки | Ручной | Механический | ||
| Диаметр свариваемых стержней классов, мм: А-1 | 10 – 16 | 10 – 25 | 10 – 32 | 14 – 40 |
| А-11, А-111 | 10 – 14 | 10 – 22 | 10 – 28 | 14 – 40 |
| Ат-111С, Ат-1УС, А-У | 10 – 16 | 10 – 20 | 12 – 22 | 12 – 22 |
| А-У1 | 10 – 12 | 10 – 12 | 10 – 22 | 12 – 22 |
| Производительность, сварок/ч | 20 – 30 | |||
| Габариты, м | 1,03х0,474х 1,175 | 1,0х0,775х 1,7 | 1,0х0,775х 1,7 | 1,35х1,17х2,04 |
| Масса, кг |
Изготовление объемных арматурных каркасов.
Плоские объемные (пространственные) каркасы высотой 100 – 400 мм изготавливают из сеток, свариваемых при сборке контактной точечной или электродуговой сваркой на вертикальных и горизонтальных установках СМЖ-286Б, СМЖ-56В и СМЖ-54В. Такие каркасы используют для армирования панелей внутренних и наружных стен, плит перекрытий и других изделий крупнопанельного домостроения.
Таблица
Технологические характеристики установок для сборки арматурных каркасов
| Показатели | СМЖ-286Б | СМЖ-56В | СМЖ-54В |
| Положение сборки каркасов | Вертикальное | Горизонтальное | |
| Число одновременно собираемых каркасов | |||
| Число подвесных сварочных клещей | |||
| Размер минимально допускаемых ячеек каркаса при вводе клещей, мм | 120х70 | 120х70 | 120х60 |
| Диаметры свариваемой арматуры, мм | 5+5 – 12+16 | 5+5 – 12+16 | 5+5 – 12+16 |
| Мощность сварочных трансформаторов (при ПВ=25%), кВ А | |||
| Высота перемещения подвижной рамы с кондуктором, мм | _ | ||
| Длина перемещения сварочных клещей, мм | _ | ||
| Угол поворота консоли подвески клещей, град. | |||
| Габариты, м | 8,4х7,08х4,6 | 8,4х3,18х4,6 | 6,42х4,2х3,5 |
| Масса, кг |
|
|
|
Сварные арматурные каркасы собирают в такой последовательности: на штыри вертикального кондуктора устанавливают нижнюю сетку или нижние продольные стержни собираемого каркаса, затем вертикальные и горизонтальные двух- и трехветвевые угловые каркасы, а также каркасы над проемами изделий, верхнюю сетку или верхние горизонтальные стержни. После этого сваривают пересечения стержней и каркасов. Некоторые стержни, закладные детали подъемные петли устанавливают в каркас в процессе сварки.
Объемные каркасы для армирования линейных элементов (свай, колонн, опор линий электропередачи, колец и других изделий круглого и квадратного сечения) изготавливают путем одновременной навивки поперечной арматуры и сварки ее в пересечениях с продольной арматурой. Этот способ наиболее производителен.
При отсутствии оборудования для навивки поперечной арматуры линейные каркасы квадратного сечения сваривают из плоских каркасов с помощью клещей и другими способами. Путем изгиба сеток и плоских каркасов на станках выпускают объемные каркасы сантехкабин, шахт лифтов, различных балок и других объемных железобетонных изделий. Для гибки сеток из стержней диаметром до 12 мм применяют пневматический станок СМЖ-353А (см. рис. Станок для гибки сварных сеток), для гибки унифицированных сеток с рабочей арматурой до 40 мм – гидравлический пресс ПО-725. На изготовление объемных каркасов на основе гнутых элементов по сравнению с собранными из плоских сеток и каркасов требуется меньше трудозатрат и электроэнергии.
Пространственные каркасы сложной конфигурации из плоских и объемных элементов собирают на кондукторах, шаблонах, манипуляторах. Пересечения горизонтальных и вертикальных стержней и хомутов соединяют контактной точечной сваркой с помощью клещей, а также дуговой электросваркой или вязкой.
|
|
|
Вязка пространственных и плоских арматурных каркасов при изготовлении или сборке допускается в следующих случаях:
- когда отсутствует высокопроизводительное оборудование для контактной точечной электросварки, а электродуговая сварка крестообразных соединений прихватками запрещена (например – при использовании арматуры всех классов диаметром менее 10 мм, а также арматурной стали любого диаметра класса А-111 марки 35ГС);
- если точечная и дуговая сварка не допускается (например – для соединения напрягаемой канатной арматуры, высокопрочной проволоки и термомеханически упрочненной арматуры с поперечной распределительной арматурой линейных элементов типа опор линий электропередач или с сетками опорных частей балок и ферм);
- когда не удается арматурные стержни соединять точечной сваркой (например – в случае сборки арматуры консолей колонн, густоармированных узлов ферм и балок, установки и закрепления в проектном положении закладных деталей и монтажных (подъемных) петель;
- при изготовлении отдельных нетиповых изделий на заводах.
Проволочные узлы вяжут арматурными кусочками или крючками мягкой отожженной стальной проволокой диаметром 1 – 2 мм. Путем вязки скрепляют стержни диаметром до 20 мм, но в некоторых случаях, например для вязки каркасов колонн, - до 40 мм. Перевязкой должно быть соединено не менее половины узлов каркаса; угловые узлы соединяют полностью. Вязанные арматурные сетки и каркасы не обладают необходимой жесткостью, поэтому их транспортируют с помощью жестких траверс. Перед установкой в форму или опалубку сместившиеся стержни и хомуты выправляют.
Поставка, приемка, методы контроля арматурных изделий и закладных деталей (для самостоятельного изучения)
Поставка (ГОСТ 10922-90)
|
|
|
Каждый пакет сварных плоских арматурных сеток и каркасов, каждая пачка отдельных стержней арматуры со сварными стыковыми соединениями, а также контейнер (ящик) со сварными закладными изделиями должны иметь ярлык, на котором указывают:
- марку или условное обозначение арматурных или закладных изделий;
- число арматурных изделий в пакете (пачке) или закладных изделий в контейнере (ящике);
- номер партии и дату изготовления изделий;
- отметку ОТК о приемке партии изделий.
К каждому рулону сварных арматурных сеток и штабелю пространственных арматурных каркасов должен быть прикреплен ярлык с указанием:
- условного обозначения сетки или марки пространственного каркаса;
- номера партии и даты изготовления изделий;
- массы рулона, т (для рулонных арматурных сеток);
- отметки ОТК о приемке партии изделий.
Для арматурных и закладных изделий, поставляемых за пределы предприятия-изготовителя, в ярлыке дополнительно необходимо указать наименование или товарный знак предприятия-изготовителя.
Приемка (ГОСТ 10922-90)
Арматурные и закладные изделия, сварные соединения арматуры и закладных изделий, выполненные при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, должны быть приняты службой контроля предприятия-изготовителя или строительно-монтажной организации по результатам визуального осмотра, измерений, механических испытаний или ультразвукового контроля в соответствии с требованиями настоящего стандарта и СНиП 3.03.01.
Приемку готовых сварных арматурных и закладных изделий и сварных соединений арматуры и закладных изделий следует осуществлять партиями.
Партия готовых сварных арматурных и закладных изделий должна состоять из изделий одного типоразмера (одной марки), изготовленных по единой технологии одним сварщиком.
При изготовлении и применении сварных арматурных и закладных изделий производственными участками одного предприятия в одну партию допускается включать следующие изделия, выполненные одним сварщиком.
1) при крестообразных соединениях с ненормируемой прочностью (п.1.8), выполненных контактной точечной сваркой (типов К1 и К2 по ГОСТ 14098):
- сетки или каркасы независимо от классов и диаметров входящих в них стержней при рабочей арматуре периодического профиля;
- плоские каркасы из проволоки класса Вр-I с продольными стержнями одинакового диаметра;
- плоские или рулонные сетки из проволоки класса Вр-I, рабочая арматура которых не отличается по диаметру;
2) при крестообразных соединениях с ненормируемой прочностью, выполненных дуговой сваркой прихватками (типа К3 по ГОСТ 14098), сетки или плоские каркасы со стержнями рабочей арматуры из арматурной стали одного класса и диаметра;
3) при крестообразных соединениях с нормируемой прочностью (п.1.7):
- плоские или пространственные каркасы с поперечными стержнями (хомутами) из арматурной стали одного класса, диаметры которых могут отличаться, но не более чем на один номер профиля арматуры;
- сетки из арматурной стали класса А-I, в которых более тонкие стержни имеют одинаковый диаметр;
4) отдельные стержни арматуры из арматурной стали одного класса с соединениями, выполненными контактной стыковой сваркой, с постоянным поперечным сечением по длине, отличающиеся друг от друга по диаметру, но не более чем на один номер профиля арматуры;
5) закладные изделия с однотипными тавровыми соединениями анкерных стержней, выполненными дуговой сваркой в отверстие;
6) закладные изделия с однотипными сварными соединениями анкерных стержней из арматурной стали одного класса, диаметр которых может отличаться, но не более чем на один номер профиля арматуры.
Партия сварных стыковых соединений выпусков стержней арматуры сборных железобетонных и монолитных конструкций должна состоять из однотипных по конструкции соединений арматурной стали одного класса и диаметра, выполненных одним сварщиком по единой технологии.
Допускается включать в одну партию сварные соединения, выполненные несколькими сварщиками, при наличии исполнительной схемы сварки или их личного клейма на соединениях, а также соединения стержней, отличающихся по диаметру, но не более чем на один номер профиля арматуры.
Соединения, выполненные дуговой сваркой протяженными швами, включают в одну партию независимо от класса и диаметра свариваемой арматуры.
Объем партии, сформированной в соответствии с пп. 3.3 и 3.4, не должен превышать числа изделий, изготовленных в течение одной смены. При изготовлении продукции на автоматических линиях или с применением оборудования, обеспечивающего автоматизацию цикла сварки, объем партии допускается увеличивать до числа изделий, изготовленных в течение двух смен работы.
Объем партии сварных соединений, сформированной по пп. 3.5 и 3.6, не должен превышать 200 соединений. В случае приемки подряд пяти таких партий с первого предъявления, объем партии может быть увеличен, но не более чем до 400 соединений. Первое забракование партии увеличенного объема влечет за собой возврат к формированию и приемке партий объемом до 200 соединений.
Соответствие арматурных и закладных изделий, а также сварных соединений требованиям настоящего стандарта устанавливают по результатам выборочного контроля, который должен производиться:
1) при изготовлении товарных арматурных и закладных изделий - до передачи их на склад готовой продукции;
2) при изготовлении и применении сварных арматурных и закладных изделий производственными участками одного предприятия - до установки изделий в опалубку;
3) при выполнении сварных соединений на строительных площадках - до бетонирования монолитных конструкций или выпусков арматуры в стыках сборных железобетонных элементов.
Выборку следует производить методом случайного отбора (без преднамеренного отбора изделий и сварных соединений по какому-либо определенному признаку).
Соответствие арматурных и закладных изделий и сварных соединений требованиям пп. 2.3 - 2.13 должно проверяться путем визуального осмотра и измерений готовых изделий и сварных соединений, отобранных из контролируемой партии.
Число изделий, отбираемых из партии для визуального осмотра и измерений, должно быть не менее 3 шт.
Число сварных стыковых соединений выпусков арматуры сборных и арматуры монолитных железобетонных конструкций, отбираемых из партии для визуального осмотра и измерений, должно составлять не менее 10% их общего числа в партии.
В каждом отобранном арматурном изделии следует проверять:
1) класс, диаметры и марку арматурной стали по данным документа о качестве, а при его отсутствии - по результатам лабораторных испытаний арматурной стали;
2) длину отдельных стержней, расстояние между крайними стержнями по ширине, длине или высоте изделия, длину выпусков стержней в изделии (пп. 1 и 2 табл. 1), а также расстояние между двумя соседними продольными стержнями в арматурных каркасах (п. 3 табл. 1);
3) все сварные соединения, выполненные дуговой, а также контактной стыковой сваркой, и не менее пяти соединений, выполненных контактной точечной сваркой.
В каждом отобранном закладном изделии необходимо проверить:
1) марку стали плоских элементов, класс и диаметр анкерных стержней по данным документа о качестве, а при его отсутствии - по результатам лабораторных испытаний стали;
2) отклонение от плоскостности лицевых поверхностей изделия;
3) линейные размеры плоских элементов, размещение и длину анкерных стержней;
4) расстояние между наружными плоскостями в изделиях закрытого типа;
5) состояние кромок плоских элементов и размер углов между плоскими элементами и анкерными стержнями;
6) все сварные соединения.
При осмотре сварных соединений должны быть проверены размеры их конструктивных элементов; наличие грата в соединениях, выполненных контактной сваркой; относительная осадка в крестообразных соединениях и дефекты, перечисленные в табл. 2 и 3.
Если в результате визуального осмотра и измерений арматурных и закладных изделий, а также сварных соединений их элементов хотя бы одно изделие или одно соединение не будет соответствовать требованиям настоящего стандарта, то проводят повторную проверку удвоенного числа изделий.
Если при повторной проверке хотя бы одно изделие или сварное соединение его элементов не будет удовлетворять требованиям настоящего стандарта, то все изделия этой партии подлежат поштучной приемке и исправлению.
Если в результате визуального осмотра и измерений сварных соединений элементов арматуры сборных и монолитных железобетонных конструкций будет выявлено хотя бы одно соединение, не отвечающее требованиям настоящего стандарта, то производят поштучную приемку соединений.
Соединения с дефектами должны быть исправлены или усилены по согласованию с проектной организацией.
Результаты визуального осмотра и измерений должны быть оформлены актом.
Соответствие сварных соединений элементов арматурных и закладных изделий (кроме соединений типов К1- К3 с ненормируемой прочностью, а также типов С21 - С23, Н1, Т8, Т9 по ГОСТ 14098 и основного металла стержней рабочей арматуры (после сварки крестообразных соединений) требованиям пп. 2.14 - 2.19 должно проверяться механическими испытаниями контрольных образцов, отбираемых от партий изделий, принятых по результатам визуального осмотра и измерений.
Соединения типов К1 - К3 с ненормируемой прочностью, С21 - С23, Н1, Т8, Т9 принимают по результатам визуального осмотра и измерений.
Контрольные образцы для механических испытаний сварных соединений и основного металла стержней согласно п. 3.20 отбирают в количестве 3 шт., руководствуясь требованиями п. 3.9.
Контрольные образцы крестообразных соединений и основного металла стержней рабочей арматуры рулонных сеток и арматурных изделий при их изготовлении с применением дуговой сварки прихватками, контрольные образцы тавровых и нахлесточных соединений элементов закладных изделий следует отбирать путем вырезки из готовых изделий. Допускается вырезка образцов из одного готового изделия.
Контрольные образцы крестообразных соединений и основного металла стержней рабочей арматуры плоских сеток, плоских и пространственных каркасов при их изготовлении с применением оборудования, обеспечивающего автоматическое управление циклом контактной точечной сварки, должны изготовляться в произвольный момент времени совместно с деловыми соединениями при тех же режимах сварки и из таких же материалов.
В арматурных изделиях, изготовленных с помощью многоэлектродных сварочных машин, должен обеспечиваться контроль качества сварки каждым электродом.
Сварные стыковые соединения, выполненные ванной под флюсом и дуговой сваркой в инвентарных формах, дуговой и ванно-шовной сваркой на стальной скобе-накладке и без нее, следует контролировать по ГОСТ 23858.
По согласованию с проектной организацией допускается вырезка контрольных образцов указанных сварных соединений для механических испытаний их до разрушения. #G0
Эти контрольные образцы должны быть одинаковыми с принимаемыми соединениями по классу и марке свариваемой арматурной стали и по технологии сварки.
Методы контроля (ГОСТ 10922-90, ГОСТ 3242-79)
Размеры арматурных и закладных изделий и сварных соединений проверяют измерительными инструментами: рулетками по ГОСТ 7502, измерительными линейками по ГОСТ 427, штангенциркулями по ГОСТ 166, поверенными в установленном порядке. Погрешность измерений - до 1,0 мм. Допускается применять специальные линейки, рейки, шаблоны, скобы и другие измерительные приспособления, отвечающие требованиям ГОСТ 8.326 и обеспечивающие измерение с указанной погрешностью.
Расстояние между парой стержней измеряют в свету. Номинальное расстояние между стержнями определяют как сумму расстояний между ними в свету и полусумму номинальных диаметров этих стержней.
Расстояния между стержнями измеряют в трех точках: у концов стержней и в средней их части.
Отклонение от линейных размеров выпусков стержней в арматурных изделиях проверяют путем измерения наибольшего и наименьшего расстояний от торцов стержней- выпусков до ближайшей точки на поверхности стержня другого направления.
Отклонение от номинального расстояния между наружными поверхностями плоских элементов закладных изделий закрытого типа проверяют в четырех точках по углам плоских элементов.
Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий проверяют путем измерения наибольшего расстояния от точек реальной поверхности до прилегающей плоскости.
Отклонение от перпендикулярности анкерных стержней проверяют путем измерения наибольшего зазора между ребром поверочного угольника 90° по Г0СТ 3749, установленного на плоский элемент закладного изделия, и ближайшей точкой на поверхности стержня.
Отклонение от соосности, перелом осей стержней арматуры в стыковых соединениях, а также отклонения от створности накладок из стержней и стыкуемых стержней определяют с помощью металлической рейки и измерительной линейки. Рейка в случае измерения отклонений от соосности должна иметь вырез для обхода грата, утолщения наплавленного металла или стальной скобы-накладки в месте сварки.
Наружный осмотр наплавленного металла в сварных соединениях должен производиться с помощью лупы четырехкратного увеличения по ГОСТ 25706.
Осадку стержней и их смятие электродами в крестообразных соединениях, выполненных контактной точечной сваркой, следует измерять штангенциркулем и вычислять с погрешностью до 0,1 мм в соответствии с ГОСТ 14098.
Механические испытания контрольных образцов сварных соединений проводят с использованием разрывных машин любых систем, отвечающих требованиям ГОСТ 7855.
Скорость нагружения образцов - по ГОСТ 12004.
Контрольные образцы стыковых соединений стержней испытывают на растяжение при расстоянии между захватами разрывной машины не менее 20 диаметров стержня, если диаметр стержней не превышает 25 мм, и не менее 10 диаметров при стержнях большего диаметра.
Уменьшение исходного диаметра стержня в месте разрыва при испытании образцов стыковых соединений стержней из арматурной стали класса Ат-V измеряют штангенциркулем с погрешностью до 0,1 мм.
Образцы сварных тавровых соединений арматурных стержней с плоскими элементами закладных изделий следует испытывать на отрыв стержня от плоского элемента по схеме, приведенной на черт. 3, при расстоянии между сварным соединением и захватом разрывной машины не менее 10 номинальных диаметров стержня. Радиус сферы вкладыша принимают 150 - 200 мм, радиус отверстия во вкладыше - не более диаметра стержня.
Схема испытания тавровых соединений
анкерных стержней закладных изделий
на отрыв
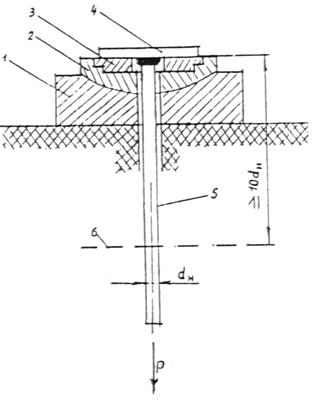
1- сферическая опора; 2 - сферический вкладыш;
3 - сменное опорное кольцо; 4 - плоский элемент
закладного изделия; 5 - анкерный стержень;
6 - граница закрепления в захвате разрывной машины;
d(н) - номинальный диаметр анкерного стержня;
Р - испытательная нагрузка
Черт. 3
Образцы нахлесточных соединений арматурных стержней с плоскими элементами закладных изделий испытывают на срез по схеме, приведенной на черт. 4.
Схема испытания нахлесточных соединений
анкерных стержней закладных изделий на срез
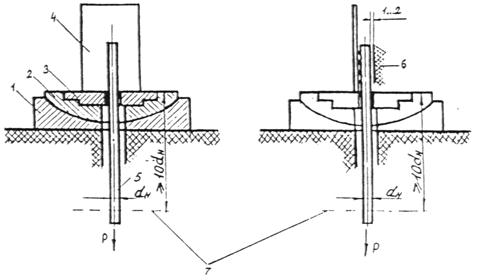
1 - сферическая опора; 2 - сферический вкладыш; 3 - сменное опорное кольцо;
4 - плоский элемент закладного изделия; 5 - анкерный стержень; 6 - упор, препятствующий изгибу образца;
7 - граница закрепления в захватах разрывной машины; d(н) - номинальный диаметр анкерного стержня;
Р - испытательная нагрузка
Черт. 4
ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ (ГОСТ 10922-90) (для самостоятельного изучения)
Арматурные и закладные изделия должны транспортироваться с соблюдением мер, исключающих появление остаточных деформаций в стержнях и механические повреждения изделий.
Плоские сварные арматурные сетки и каркасы следует транспортировать в горизонтальном положении связанными в пакеты.
Пакет должен состоять из изделий одной марки.
Массу пакета устанавливает предприятие-изготовитель.
Закладные изделия транспортируют в контейнерах (ящиках) рассортированными по маркам. В каждом контейнере (ящике) должны находиться изделия одной марки.
Арматурные и закладные изделия в пределах одного предприятия транспортируют наличными средствами.
Арматурные и закладные изделия, поставляемые за пределы предприятия-изготовителя, транспортируют автомобильным или железнодорожным транспортом в соответствии с правилами перевозок грузов, действующими на транспорте данного вида, а также техническими условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения СССР.
Транспортирование по железной дороге производится повагонными или мелкими отправками в открытых или закрытых вагонах.
Загрузка и выгрузка вагонов должна осуществляться механизированным способом: открытых вагонов - кранами, крытых вагонов - автопогрузчиками.
При мелких отправках в крытых вагонах партиями не более 10 т для предохранения транспортных средств и грузов от механических повреждений рулоны арматурных сеток и их торцы должны быть обернуты бумагой по ГОСТ 8828 и упаковочной тканью по ГОСТ 5530 или другими упаковочными материалами, не ухудшающими качество упаковки.
Транспортная маркировка должна содержать основные, дополнительные и информационные надписи по ГОСТ 14192.
Способы выполнения погрузочно-разгрузочных работ должны соответствовать предусмотренным правилами техники безопасности.
Арматурные и закладные изделия должны храниться в крытых помещениях.
Пакеты плоских арматурных сеток и каркасов следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток должны складироваться не более чем в три яруса.
При складировании между штабелями изделий должен быть обеспечен свободный проход шириной не менее 0,5 м.
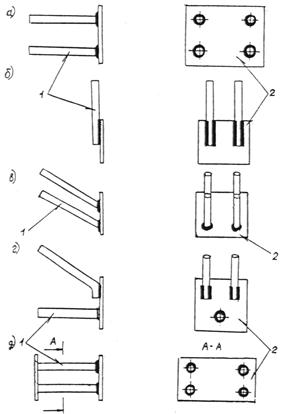
ВЗАИМНОЕ РАСПОЛОЖЕНИЕ ЭЛЕМЕНТОВ ЗАКЛАДНЫХ ИЗДЕЛИЙ
 А
А
а, б, в, г - закладные изделия открытого типа (соответственно с перпендикулярным,
параллельным, наклонным и смешанным расположением анкерных стержней);
д - закладное изделие закрытого типа (с перпендикулярным расположением
анкерных стержней); 1- анкерные стержни; 2 - плоский элемент
Черт. 6
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 486; Нарушение авторских прав?; Мы поможем в написании вашей работы!