КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Посадки с зазором
|
|
|
|
Предельные отклонения метрической резьбы.
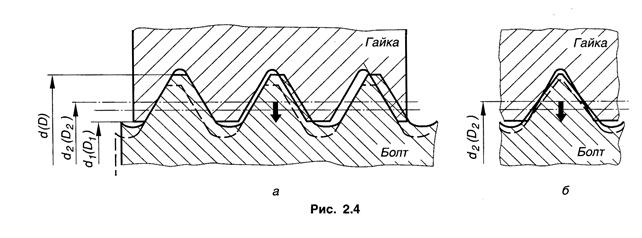
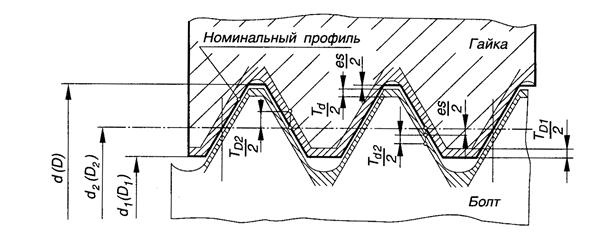
Резьбы при свинчивании контактируют только боковыми сторонами профиля,поэтому только средний диаметр,шаг и угол профиля резьбы определяют характер сопряжения в резьбе.Для компенсации накопленной погрешности шага (рис.2.4. а) и погрешности угла профиля (рис.2.4.б) производят смещение действительного среднего диаметра резьбы.Вследствии взаимосвязи между отклонениями шага,угла профиля и собственно среднего диаметра,допускаемые отклонения этих параметров раздельно не нормируют.Устанавливают только суммарный допуск на средний диаметр болта и гайки
и гайки  ,который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля.Кроме этого,задается задается допуск на наружный диаметр болта
,который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля.Кроме этого,задается задается допуск на наружный диаметр болта  и внутренний диаметр у гайки
и внутренний диаметр у гайки  ,т.е. на диаметры,которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны.
,т.е. на диаметры,которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны.
Поля допусков основного отбора метрической резьбы для посадок с зазором по ГОСТ16093-81 приведены в табл.8.14.12. Цифры обозначают степень точности, а буквы - основное отклонение.
Таблица 8.14.12
| ||||
| Деталь | Класс точности | Поле допуска при длине свинчивания | ||
| S - короткая | N - нормальная | L - длинная | ||
| Наружная резьба (болт) | Точный | - | 4h? 4g | - |
| Средний | 5h6h, 5g6g |  6h, 6g, 6f, 6e, 6d 6h, 6g, 6f, 6e, 6d
| 7g6g | |
| Грубый | - | 8g | - | |
| Внутренняя резьба (гайка) | Точный | 4H | 4H5H, 5H | 6H |
| Средний | 5H |  6H, 6G 6H, 6G
| 7H | |
| Грубый | - | 7H, 7G | 8H | |
Примечания.
1. Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек.
2. Поля допусков, заключенные в рамки, рекомендуются для предпочтительного применения.
3. При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N.
4. Наиболее распространенной посадкой для крепежных метрических резьб является  5. Таблица приведена в сокращении.
5. Таблица приведена в сокращении.
|
Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: S – короткие, N – нормальные и L – длинные.
|
|
|
К группе N относятся резьбы с длинной свинчивания не менее 2.24 Р d0.2 и не более 6.7 Р d0.2 – к группе L.
Точные значения длин свинчивания установлены ГОСТ 16093 – 81.
Класс точности – понятие условное (на чертежах указывают поля допусков); и его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных резьбовых соединений.
Средний класс – для резьб общего назначения.
Грубый класс – для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 470; Нарушение авторских прав?; Мы поможем в написании вашей работы!