КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование и материалы, применяемые при пневмогидроударной обработке
|
|
|
|
Пневмогидроударная обработка
Необходимая энергия для выполнения технологических операций пнев-могидроударной обработки (ПГУО) выделяется при адиабатическом (без притока и отдачи тепла) расширении сильно сжатого газа.
Впервые применение пневматических устройств для высокоскоростного испытания материалов описали в США Хабиб (1948 г.), Кларк и Вуд (1949 г.). В 1955 г. было создано устройство для ударного нагружения, на базе которого была впоследствии изготовлена машина для высокоскоростного деформирования типа «Динапак» (демонстрировалась впервые в 1958 г.). В ней в качестве энергоносителя применен сжатый азот, перепускаемый через систему клапанов и разгоняющий при этом массивный поршень до скорости 65 м/с.
При пневмогидроударном методе обработка материалов осуществляется импульсом высокого давления, который формируется в рабочей камере пресса в результате удара твердого тела (бойка) по замкнутому объему жидкости или эластичной среды.
Пневмогидроударный метод, возникнув сравнительно позже других методов высокоскоростной обработки, находит в последнее время все более широкое применение, особенно для объемной штамповки с высокой точностью и для листовой штамповки.
Принципиальная схема пневмогидроударной листовой штамповки показана на рисунке 1.
При этом разгон бойка производится сжатым газом, находящимся в аккумуляторе пресса.
Основные данные метода: энергоноситель – сжатый газ (азот, воздух); способ выделения энергии – быстрое открытие клапана; энергопередающая среда – жидкостная, эластичная и их комбинация; скорость волны давления -до 200 м/с: время действия давления – миллисекунды; скорость деформирования -до 100 м/с; размещение оборудования не ограничивается; стоимость оснастки — низкая; капитальные затраты — средние; требования по ТБ — стандартные, т. е. отсутствуют условия повышенной опасности.
|
|
|
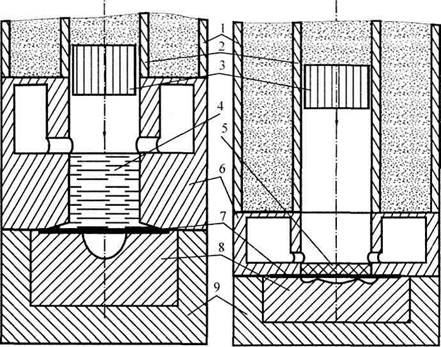
1 – ресивер; 2 - ствол; 3 - боек; 4 - жидкостная передающая среда;
5 – эластичная передающая среда; 6 - рабочая камера; 7 – заготовка;
8 - матрица; 9 - контейнер
Рисунок 1 – Принципиальная схема пневмогидроударной листовой штамповки жидкой (а) и эластичной (б) средой
Превмогидроударные установки и прессы по сравнению со взрывной обработкой, безусловно, обладают ограниченными энергетическими возможностями, но по ряду показателей, особенно требований техники безопасности, им следует отдать предпочтение. Кроме того, они легко могут быть автоматизированы и встроены в технологические процессы в обычных производственных условиях.
В общем случае установка (пресс) включает технологический блок, гидростанцию и пульт управления с электрошкафом. Технологический блок включает узлы: разгона бойка технологического блока, зажима заготовки и удаления готового изделия. Основным элементом, определяющим технологические возможности установки, является рабочий узел, принципиальное устройство которого показано на рисунке 2.
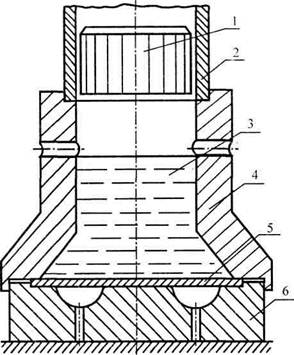
1 – боек; 2 - рабочий цилиндр (разгона бойка); 3 - рабочая камера;
4 - передающая (жидкая) среда; 5 - деформируемая заготовка; 6- матрица
Рисунок 2 – Устройство технологического блока пневмогидроударных установок для листовой штамповки
Сжатый в аккумуляторе газ при расширении разгоняет боек 1 в рабочем цилиндре 2. С большой скоростью (до 200 м/с) боек ударяет по передающей среде 3 (жидкой, эластичной или их комбинации), расположенной в рабочей камере 4, создавая в ней импульс давления, который деформирует заготовку 5 по матрице 6. В качестве передающих сред наиболее широко используются жидкостные (вода, масло, эмульсия), эластичные (резина, полиуретан), а также комбинация жидкостной и эластичной. Выбор среды определяется объемом производства (формой, размерами, свойствами и программой выпуска). На первых этапах разработки установок использовали удар бойка по твердому телу, расположенному над жидкой или эластичной средой, что вызывало быстрый износ бойка и потери энергии. В настоящее время используется удар по среде, которая осуществляет деформирование материала.
|
|
|
В настоящее время метод пневмогидроударной листовой штамповки позволяет успешно осуществлять следующие технологические операции:
1)при использовании эластичной среды - пробивку, вырубку, формовку, чеканку, неглубокую вытяжку;
2)при использовании жидкой среды - пробивку, вырубку, формовку, чеканку, вытяжку (конических, сферических, цилиндрических и фасонных поверхностей), отбортовку, обжим, раздачу, а также их совмещение;
3)при комбинированном использовании эластичной и жидкой сред технологические возможности сохраняются, при этом повышается производительность обработки и удобства в работе (работа без смачивания деталей жидкостью).
Метод обладает рядом достоинств, основными из которых являются:
♦ широкодоступный источник энергии (воздух, пневмосеть);
♦ низкая металлоемкость;
♦ малая производственная площадь;
♦ простота, надежность и удобства в эксплуатации;
♦ высокий КПД;
♦ высокая стабильность повторения нагрузки (существенно для технологических процессов);
♦ отсутствие средств повышенной опасности;
♦ возможность быстрой переналадки, механизации и автоматизации технологического процесса и др.
Отличительными особенностями их по сравнению с серией ПГУ являются:
1)низкое рабочее давление сжатого воздуха в аккумуляторе энергетического узла (0,12-0,63 МПа);
2)использование в качестве рабочей жидкости 3 %-ной эмульсии из эмульсолов марок «Т» или «ОТ»;
3) предотвращение температурного разрушения полиуретана при ударе по нему бойка (обеспечивается подачей на его поверхность микродозы жидкости с помощью дозатора).
Наибольший экономический эффект от эксплуатации машин достигается в условиях единичного, мелкосерийного и серийного многономенклатурного производства с частой сменой объектов производства (при количестве деталей в партии до 1000 шт.). В основном экономический эффект достигается за счет снижения стоимости технологической оснастки, сокращения сроков подготовки производства, уменьшения затрат на хранение штампов.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 615; Нарушение авторских прав?; Мы поможем в написании вашей работы!