КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Общая погрешность всех мер определяем по формуле
|
|
|
|
Например: требуется составить блок размером, мм 28,785
- длина 1-й меры 1,005
остаток 27,78
- длина 2-й меры 1,28
остаток 26,5
- длина 3-й меры 6,5
остаток (длина 4-й меры) 20,0
Из другого набора мер (где нет меры длиной 1,28 мм) выбирают меры длинами: 1,005; 1,08; 1,7; 5 и 20 мм.
Из таблицы 2.2 выбирают отклонения от номинала для каждой выбранной меры, например для меры 1-й равной 1,005 отклонение составляет - 0,7 мкм,
для меры равной 1,28 отклонение составляет – 0,4 мкм и т.д.
∆=∆1+∆2+∆3 +∆4 = -0,7+(-0,4)+0,5 +(-0,5)=-1,1 мкм = - 0,0011 мм.
Определяем истинный размер блока 28,785 – 0,0011= 28,7839 мм
Меры очищают от смазки, тщательно промывают бензином (протирают салфеткой, смоченной бензином), насухо протирают чистой салфеткой и притирают в блок.
Сначала притирают друг к другу концевые меры малых длин. Меру накладывают одну на другую своими измерительными (рабочими) поверхностями примерно на треть длиной стороны и, плотно прижимая, надвигают меру вдоль длинного ребра до полного сцепления мер. Собранный блок аналогично притирают к мере среднего размера и т.д.
После окончания работы с блоком его следует разобрать, меры промыть бензином, протереть чистой сухой салфеткой и уложить в соответствующие гнезда ящика набора.
Концевые меры требуют исключительно осторожного и бережного обращения с ними. Малейшие повреждения, царапины, забоины, следы коррозии и прочие дефекты лишают меры свойства притираться. Для избежания излишней промывки концевых мер и оцарапывания их измерительных поверхностей необходимо:
- не притирать измерительные (зеркальные) поверхности концевых мер к
нерабочим (матовым) поверхностям;
- не касаться измерительных поверхностей промытых концевых мер руками, а только через чистую салфетку;
|
|
|
- не класть меры друг на друга и не ударять о металлические предметы;
- промытые меры класть на чистый лист бумаги нерабочими поверхно-
стями.
Калибрами называют жесткие средства контроля, применяемые для определения годности размеров элементов деталей машин. Калибр-скоба предназначена для контроля наружных размеров деталей (валов). Калибр-пробка предназначена для контроля размеров отверстий (рисунок 3.2). В зависимости от формы контролируемой поверхности калибры делятся на: гладкие, резьбовые, шлицевые, конусные.
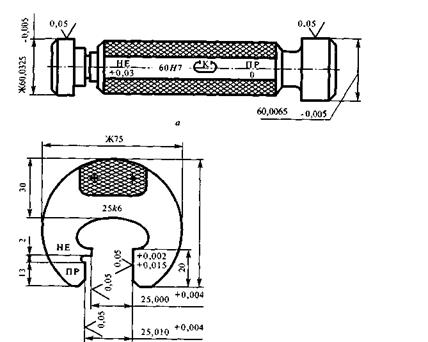
Рисунок3. 2 - Калибр-скоба и калибр-пробка
Задание к практическому занятию 3
Составить блок из концевых мер длины по заданному размеру и определить действительный размер блока по аттестату (смотреть таблицу 3.1 – аттестат на набор КМД)
Исходные данные:
| Вари ант | ||||||||||
| Размер блока, мм | 45,425 | 87,265 | 122,075 | 25,765 | 73,785 | 58,655 | 12,875 | 92,995 | 156,565 | 62,425 |
| Вари ант | ||||||||||
| Размер блока, мм | 55,875 | 89,265 | 95,875 | 88,995 | 78,565 | 102,425 | 95,425 | 77,265 | 92,075 | 36,765 |
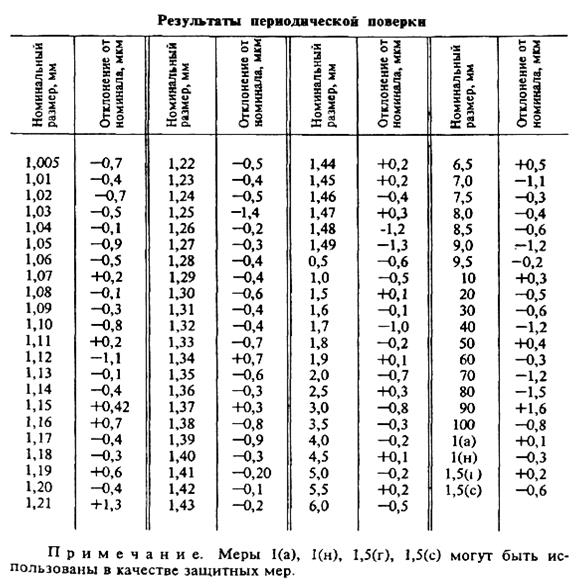 Таблица3. 1 – Аттестат на набор КМД.
Таблица3. 1 – Аттестат на набор КМД.
ПРИЛОЖЕНИЕ Д
(справочное)
Теоретический материал для изучения методов и приборов для измерения линейных размеров.
Самыми массовыми и широко применяемыми в машиностроении средствами контроля размеров изделий штангенциркуль и микрометрические инструменты. Они отличаются несложной конструкцией, простотой в обращении и довольно высокой точностью замеров.
К штангенинструментам относят: штангенциркули, штангенглубиномеры и штангенрейсмасы.
Основные детали штангенинструментов - штанга 1 с миллиметровой шкалой 2 и одной измерительной поверхностью и подвижная по штанге рамка 3 со второй измерительной поверхностью и указателем в виде нониуса 4 для отсчета долей миллиметра. Нониусы изготовляют с величиной отсчета - 0,1 и 0,05 мм.
|
|
|
Штангенциркуль служит для наружных и внутренних измерений, для разметки, для измерения величин до 40000 мм (рисунок 4.1). 1- измерительные губки; 2- штанга; 3- линейка глубиномера; 4- шкала нониуса; 5- измерительные губки.

Рисунок 4.1 - Штангенциркуль
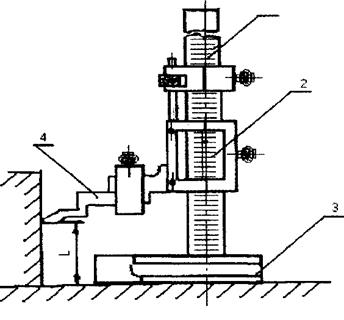
Штангенглубиномеры предназначаются для измерения глубины отверстий и выступов, пазов, расстояний между двумя плоскостями до 500 мм (рисунок4.2)

1- штанга; 2- микрометрическая подача; 3- шкала нониуса; 4- рамка; 5- основание
Рисунок 4.2 – Глубиномер
Штангенрейсмасы служат для разметки и измерения высот до 2500 мм. Для разметки в рамку вставляется заточенная ножка, а для измерения - плоская ножка или державка с индикатором (рисунок 4.3).
1- штанга; 2- шкала нониуса; 3- основание; 4- измерительная ножка
Рисунок 4.3 - Штангенрейсмасы
При измерении (рисунок 4.1), если нулевой штрих нониуса 4 совпадает с каким-либо штрихом на линейке, то это деление и указывает размер изделия в целых миллиметрах. Если же нулевой штрих нониуса не совпал со штрихом на основной шкале 2, то ближайшее слева деление на линейке показывает целое число миллиметров, а десятые доли отсчитываются по шкале нониуса. Какой по счету штрих нониуса (кроме нулевого) совпадает с одним из штрихов на линейке, столько десятых долей миллиметра и прибавляется к целому числу миллиметров.
Предельные погрешности штангенинструментов для размеров 1 + 500 мм составляют 80 + 300 мм.
К микрометрическим инструментам относятся: микрометры, нутромеры, глубиномеры и специальные микрометры (резьбовые, зубомерные, трубные).
Микрометрические измерительные инструменты имеют винтовую пару, микрогайка, которая обычно жестко скреплена с корпусом 1, снабженным основной шкалой 2, а микровинт 4 скреплен с барабанчиком 3, имеющим круговую шкалу с 50-ю делениями (рисунок 4.4). Так как основная шкала состоит из двух рядов делений (верхних и нижних) с относительным смещением 0,5 мм, а шаг винтовой пары составляет также 0,5 мм, то цена деления барабанчика микрометра с=0,5/50=0,01 мм. Поскольку погрешность винтовой пары с увеличением ее длины возрастает, погрешность измерения размеров до 25 мм составляет ±3 мкм, размеров до 100 мм - ±10 мкм.
|
|
|
Микрометры выпускают 3-х типов. Тип МК - гладкие. Диапазон измерения 0-25 мм; 25-50 мм и выше. Для размеров свыше 300 мм имеются приставные или сменные пятки, расширяющие диапазон измерения. Тип МЛ - листовые с неподвижным циферблатом для измерения листов и лент. Диапазоны измерения: 0-5 мм; 0-10 мм; 0-25 мм. Тип МТ - трубные, служащие для измерения толщины стенок труб с внутренним диаметром 12 мм и более. Диапазоны измерения: 0-10 мм; 0-25 мм. Для увеличения точности измерений микрометры дополняют стрелочными отсчетными устройствами - рычажные микрометры.
Микрометры применяются для наружных измерений.

1-пятка; 2- микрометрический винт; 3-стебель; 4- барабан; 5- трещотка; 6- скоба
Рисунок 4.4 - Микрометр
Нутромеры микрометрические (рисунок 4.5) имеют измерения: 50-75 мм; 75-175 мм; 175-600 мм и более. Предназначены для измерения расстояния между внутренними поверхностями деталей машин.
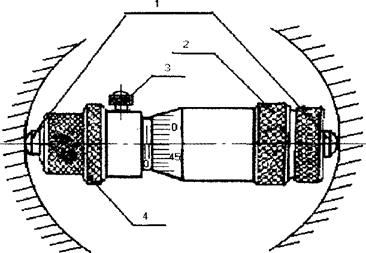
1- измерительные наконечники; 2- барабан; 3- стопор;4- корпус.
Рисунок 4.5 – Нутромер
Глубиномер микрометрический (рисунок 6) также как и штангенглуби-номер предназначен для измерения глубины отверстий и выступов, пазов, расстояний между двумя плоскостями до 500 мм. Установлены следующие рациональные пределы измерения: 0-100 мм; 0-150 мм, достигаемые винтом с ходом 25 мм и сменными стержнями. Погрешность в диапазоне 0-25 мм до 5 мкм.
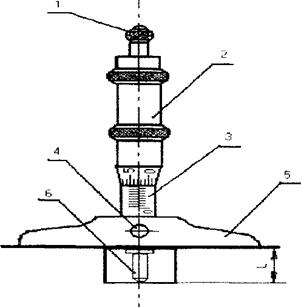
1-трещотка; 2-барабан; 3- стебель; 4 -стопор; 5- основание; 6- измерительный стержень
Рисунок 4.6 - Глубиномер
При измерении по продольной шкале микрометра, нанесенной на стебель 5 (смотри рисунок 4.4), производят отсчет с точностью до 0,5 мм. Сотые доли миллиметра отсчитываются по круговой шкале, нанесенной на барабан 3, и прибавляются к размеру, отсчитанному по продольной шкале 2. При замерах микровинт 4 микрометра нужно вращать за головку трещотки 6, которая обеспечивает постоянное измерительное усилие.
ВЫБОР СРЕДСТВ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ.
При выборе средства измерения линейного размера обрабатываемой детали необходимо учитывать следующие факторы:
|
|
|
- величину допуска на изготовление измеряемого размера; номинальный размер;
- допускаемую погрешность измерения этого размера; общий контур элемента и всей этой детали;
- способ производства при изготовлении данной детали; предельную (полную) погрешность измерения выбираемого средства измерения.
Для оценки пригодности выбираемого средства измерения сопоставляют величину допускаемой погрешности измерения контролируемого размера, определенную по таблицам, с предельной погрешностью измерения этим средством.
Если предельная погрешность измерения выбранным средством не превышает допускаемой погрешности измерения при оценке годности данного размера, то данное средство можно применить для заданного измерения.
Деление шкалы прибора — промежуток между двумя соседними отметками шкалы.
Интервал деления шкалы — расстояние между осями двух соседних отметок шкалы.
Цена деления шкалы — разность значений величин, соответствующих двум соседним отметкам шкалы.
Диапазон показаний — область значений шкалы, ограниченная ее начальным и конечным значениями.
Диапазон измерений — область значений измеряемой величины, в пределах которой нормированы допустимые погрешности средств измерения.
Предел измерений — наибольшее или наименьшее значение диапазона измерений.
Предел допустимой погрешности средства измерения — наибольшая погрешность средства измерения, при которой оно может быть признано годным и допущено к применению.
Погрешность измерения — разность между результатом измерения и истинным значением измеряемой величины.
Точность измерений — характеристика качества измерений, отражающая близость к нулю погрешностей их результатов.
Точность средств измерений — качество средств измерений, характеризующее близость к нулю их погрешностей.
Поправка — величина, которая должна быть алгебраически прибавлена к показанию измерительного прибора или к номинальному значению меры, чтобы исключить систематические погрешности и получить значение измеряемой величины или значение меры, более близкое к их истинным значениям.
ПРИЛОЖЕНИЕ Е
(справочное)
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 1049; Нарушение авторских прав?; Мы поможем в написании вашей работы!