КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Внутришпиндельный пружинный упор
|
|
|
|
УПОРЫ
ЛЮНЕТ ДЛЯ ОТРЕЗКИ ТОНКИХ ЗАГОТОВОК
ЛЮНЕТ ДЛЯ ОТРЕЗКИ ТОНКИХ ЗАГОТОВОК ОТ ПРУТКА
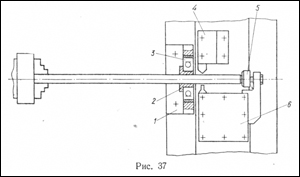
Люнет (рис. 37) состоит из кронштейна 1, установленного на каретке на месте, предназначенном для подвижного люнета; шарикоподшипника 3 и сменной втулки 2, закрепленных в кронштейне 1.
Заготовку от прутка отрезают следующим образом. Пруток выдвигают до упора 5, закрепленного в резцедержателе- 6; другой конец прутка закрепляют в самоцентрирующем патроне. Отрезной резец закрепляют в резцедержателе, а специальный фасонный резец — в дополнительном резцедержателе 4. Сначала подводят поперечный суппорт и врезаются в пруток отрезным резцом на глубину 3—4 мм, затем фасонным резцом снимают фаски, после чего отрезают готовую деталь.
Применение такого люнета дает возможность повысить производительность труда.
БАРАБАННЫЙ УПО�
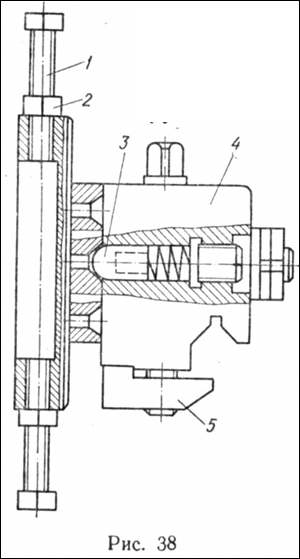
Барабанный упор (рис. 38) удобен в работе, прост по конструкции, обладает достаточной жесткостью и может применяться на различных моделях токарных станков. В корпусе барабана имеется шесть или восемь регулируемых винтов-упоров 1, расположенных по окружности. Их можно установить на необходимый размер и зафиксировать гайками 2. Барабан поворачивают вручную. Положение его фиксируется сферическим фиксатором 3. Основанием 4 упор устанавливается на станине станка перед суппортом при помощи прижимной планки 5.
При использовании барабанных упоров уменьшается напряженность труда токаря, так как отпадает необходимость сосредоточивать внимание на показателях лимба продольной подачи; кроме того, сокращается время на измерение деталей и тем самым обеспечивается повышение производительности труда.
РЕГУЛИРУЕМЫЙ ВНУТРИШПИНДЕЛЬНЫЙ УПО�
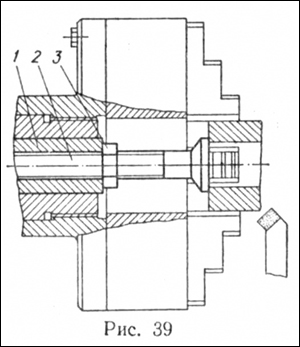
Упор (рис. 39) применяется при подрезании торцов коротких деталей на заданную длину. Коническую втулку 1 закрепляют в конусном отверстии шпинделя станка. Винт 2 устанавливают на необходимый размер и фиксируют гайкой 3.
|
|
|
При использовании такого упора снижается вспомогательное время при обработке.
ВНУТРИШПИНДЕЛЬНЫЙ ШАРИКОВЫЙ УПО�
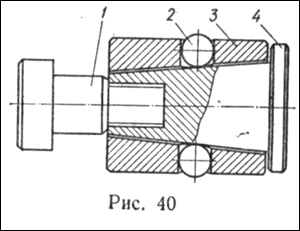
При подрезке торцов валиков длиной от 100 до 1000 мм внутришпиндельный регулируемый упор (рис. 40) применять нельзя. В этом случае с успехом применяется внутришпиндельный шариковый упор (рис. 40), который можно перемещать внутри шпинделя и закреплять в любом месте.
Заклинивание упора происходит с помощью шариков 2, скользящих по его конусной части. Снятие упора производится легким ударом прутка по торцу винта 1, после чего конус 4 упора выходит из корпуса 3, шарики 2 опускаются, и упор можно легко вынуть из шпинделя.
В результате применения упора приведенной конструкции сокращается вспомогательное время при обработке.
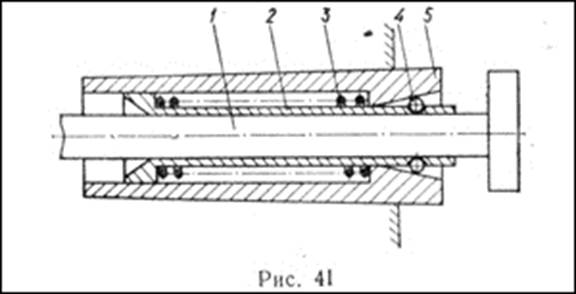 ВНУТРИШПИНДЕЛЬНЫЙ ПРУЖИННЫЙ УПОР
ВНУТРИШПИНДЕЛЬНЫЙ ПРУЖИННЫЙ УПОР
Упор (рис. 41) предназначен для установки заготовок внутри патрона станка при их торцовке на точно заданную длину. Он состоит из конусной втулки 5, закрепленной внутри шпинделя станка, обоймы 2, сидящей по скользящей посадке внутри втулки, пружины 3, шариков 4 и упора 1.
Так как шарики размещены в обойме и с одной стороны контактируют с упором, а с другой — с конусным отверстием втулки, то под действием пружины они заклинивают упор, не давая ему возможности перемещаться вглубь шпинделя. Для настройки упора на заданную длину его легко можно перемещать в направлении задней бабки станка.
При использовании пружинного упора повышается производительность труда.
ВНУТРИЦАНГОВЫЙ УПОР
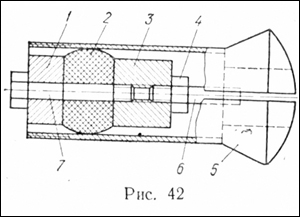
При обработке мелких деталей типа пальцев часто используют патроны с цанговым зажимом. Для установки детали в нужном положении в таких патронах применяют внутрицанговый упор (рис. 42). Его монтируют внутри цанги 5. Он состоит из двух втулок 1 и 3, между которыми расположена резиновая втулка 2. При завинчивании болта 7 во втулку 3 резиновая втулка расширяется и заклинивается внутри цанги в заданном месте. Точную настройку упора производят с помощью винта 6, завернутого с другой стороны втулки 3. После настройки винт 6 фиксируют контргайкой 4.
|
|
|
ШАРИКОВЫЙ УПОР ДЛЯ ОТРЕЗКИ ЗАГОТОВОК
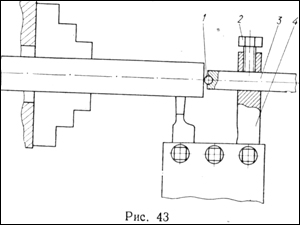
С помощью шарикового упора (рис. 43) можно отмерять и отрезать заготовку или деталь нужной длины. В конструкцию упора входит державка 4, в отверстие которой вставлен шток 3. В торце штока имеется отверстие, в которое вставлен шарик 1. Чтобы шарик не выпадал из отверстия, последнее слегка зачеканивают, но так, чтобы шарик мог свободно вращаться.
Упор устанавливают в резцедержатель станка, шток подводят к торцу детали, которую необходимо отрезать, и закрепляют стопорным винтом 2. При использовании упора можно легко отрезать детали, остановка станка и замеры деталей исключаются. Упор отличается простотой конструкции и надежностью в эксплуатации.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 1894; Нарушение авторских прав?; Мы поможем в написании вашей работы!