КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
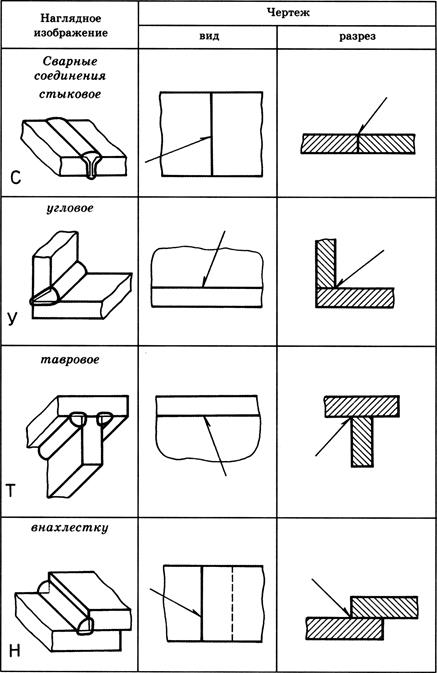
Виды сварных соединений
Требования, предъявляемые к чертежу сварной детали
1. Сборочный чертеж сварной детали выполнить на бумаге формата А4 (АЗ) в масштабе. К сборочной единице составить текстовый документ - спецификацию. При выполнении сборочной единицы на формате А4, согласно ГОСТ 2.104-68*, спецификацию допускается совместить с чертежом сборочной единицы. Для сборочных чертежей сварных деталей формата АЗ и более спецификацию составляют на отдельных листах бумаги формата А4.
2. На чертеже сборочной единицы (сварной) проставить размеры: габаритные, присоединительные (установочные).
3. Проставить цифры номеров позиций. Размер высоты шрифта номеров позиций на 1-2 номера выше шрифта размерных чисел.
4. Проставить обозначение шва сварного соединения (ГОСТ 2.312-68).
5. В технических требованиях указать:
Сварка ручная электродуговая.
Электроды типа Э42 (Э45) по ГОСТ 9467 - 75.
Сварные швы зачистить от шлака и брызг, не допускаются подрезы и наплывы.
6. В основной надписи в графе № 2 (обозначение документа) присвоить номер чертежа сварной единицы согласно ГОСТ 2.101 - 68. Например: ЧМКП 01.01.01.00 СБ.
В графе № 1 (наименование изделия) указывается наименование. Например: Корпус насоса (Сборочный чертеж).
7. Если сварное изделие после сварки подлежит механической обработке, необходимо выполнить дополнительно чертеж этой детали на механическую обработку с простановкой необходимых размеров для изготовления и контроля, в том числе справочные размеры. Присвоить номер чертежа сварной детали тот же самый с указанием вида технологических операций ЧМКП 01.01.01.00 СБ (механическая обработка).
8. Разработать рабочие чертежи деталей, входящих в сварную сборочную единицу. Размеры проставить с учетом припуска на последующую механическую обработку сварной единицы, если она предусмотрена.
В машиностроении, а также в стройиндустрии широко применяется технологический процесс получения неразъемных соединений за счет сварки. Сварные соединения уменьшают трудоемкость изготовления изделий и приводят к экономии металла.
Сваркой называют технологический процесс неразъемного соединения твердых тел путем их местного сплавления (нагрев металла до жидкого состояния). Такой процесс называют сваркой плавлением.
Существуют способы сварки, когда металл соединяемых деталей не доводят до расплавления (например, диффузионная сварка, сварка трением и др.).
Сварной шов - затвердевший после расплавления металл, соединяющий свариваемые детали. Совокупность деталей и сварного шва называют сварным соединением.
По способу взаимного расположения частей свариваемых изделий различают соединения: стыковые, угловые, тавровые и соединения внахлестку. В таблице 1 приведены указанные виды соединений.
Сварные швы для указанных соединений называют следующим образом. Для стыкового соединения - стыковой шов, для углового, таврового, и нахлестанного соединений - угловой шов.
После буквенного обозначения вида соединения проставляется цифра. Например, С2, С8. Стыковые соединения, выполненные ручной электродуговой сваркой по ГОСТ 5264 - 80 отличаются друг от друга тем, что для С2 толщина свариваемых деталей 1...4 мм и сварка осуществляется без подготовки кромок. Для стыкового соединения С8 толщина свариваемых деталей от 3 до 60 мм, чтобы обеспечить полный провар по толщине, необходимо сделать односторонний скос кромки одной детали. Сварной шов для стыкового соединения С2 и С8 выполняют с одной стороны (см. ГОСТ 5264 - 80), для С2 за один проход, для С8 - за несколько проходов (многослойный шов).
Таблица 1
Электродуговая сварка за один проход позволяет расплавлять металл на определенную толщину, глубина проплавления зависит от мощности дуги. Так при ручной электродуговой сварке максимальная глубина проплавления около 5 мм, а при автоматической сварке под слоем флюса соответственно до 16 мм. Поэтому для обеспечения 100% провара по толщине соединяемых деталей осуществляют подготовку кромок. Конструктивные формы и размеры форм подготовки кромок деталей предусмотрены стандартами, для ручной электродуговой сварки ГОСТ 5264 - 80.
|
|
Дата добавления: 2015-07-13; Просмотров: 1040; Нарушение авторских прав?; Мы поможем в написании вашей работы!