КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 6
|
|
|
|
Вопрос 1. Оборудование и классификация сварочного поста электросварщика и газосварщика.
Сварочным постом называют рабочее место сварщика, оборудованное соответствующей аппаратурой и приспособлениями.
Организация рабочего места электросварщика.
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост устроен следующим образом (рис. 16).
От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 подается к источнику питания - сварочному трансформатору 3, где ток трансформируется до напряжения 60-70 В, и по сварочным проводам 4 через зажим 5 и электрододержатель 6 подводится к изделию 7.
Сварочный пост комплектуется:
• источником питания;
• электрододержателем;
• сварочными проводами;
• зажимами для токопроводящего провода;
• сварочным щитком с защитными светофильтрами;
• различными зачистными и мерительными инструментами.
|
|
|
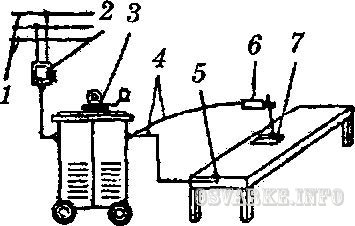
Рис. 16. Стационарный сварочный пост
Электрододержатель - приспособление для закрепления электрода и подведения к нему тока. Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготавливаемые по требованиям и классификации ГОСТ 14651-78Е: I типа - для тока 125 А; II типа – для тока 125-315 А; III типа - для тока 315-500 А. Электрододержатели выдерживают без ремонта 8-10 тысяч зажимов. Время замены электрода не превышает 3-4 с. Для ручной дуговой сварки существует несколько типов электрододержателей (рис. 17).
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов по ГОСТу 12.4.035-78. Масса щитка не должна превышать 0,50 кг.
Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров по ГОСТу 12.4.080-79. Номер светофильтра подбирается в зависимости от силы сварочного тока и индивидуальных особенностей зрения сварщика (табл. 2).
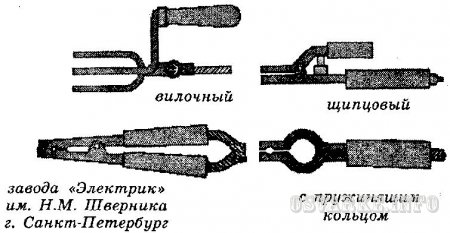
Рис. 17. Типы электрододержателей
Таблица 2
Классы светофильтров

Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО (ГОСТ 6731-77Е). Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18-0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи.
Токоподводящий провод соединяется с изделием через специальные зажимы. В сварочном поворотном приспособлении должны быть предусмотрены специальные клеммы. Закрепление провода должно быть надежным. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются.
Сварщики обеспечиваются средствами личной защиты, спецодеждой.
Одежда сварщика изготавливается из различных тканей, которые должны удовлетворять двум основным требованиям:
• наружная поверхность одежды должна быть огнестойкой и термостойкой;
• внутренняя (изнаночная) поверхность одежды должна быть влагопоглощающей.
Исходя из этих требований одежду для сварщиков - куртку и брюки - шьют из брезента, сукна, замши; иногда ткани комбинируют.
При выполнении сварочных работ сварщик пользуется традиционным инструментом: металлической щеткой для зачистки кромок и удаления шлака; молотком-шлакоотделителем для удаления шлаковой корки; зубилом; рулеткой металлической, угольником, чертилкой.
Организация рабочего места газосварщика.
Для газовой сварки сварочные посты бывают стационарными и передвижными. Наибольшее применение нашел в практике передвижной сварочный пост, оснащенный:
• ацетиленовым генератором, предназначенным для получения ацетилена разложением карбида кальция водой;
• кислородным баллоном для хранения кислорода;
• шлангами для подачи газа от баллона и генератора к сварочной горелке;
• сварочной горелкой для смешивания горючего газа или паров горючего газа кислородом.
В стационарных сварочных постах подача горючего газа и кислорода происходит по трубопроводу.
|
|
|
Вопрос 2. Режимы дуговой сварки (назначение, сущность, принцип выбора основных и дополнительных показателей).
Под режимом сварки понимается совокупность ряда факторов (параметров) сварочного процесса, обеспечивающих устойчивое горение дуги и получение сварных швов заданных размеров, формы и качества.
При ручной дуговой сварке покрытыми электродами различают основные и дополнительные параметры режима сварки.
К основным параметрам относят:
• диаметр электрода;
• силу сварочного тока;
• напряжение дуги;
• род и полярность сварочного тока.
Дополнительные параметры:
• тип и марка электрода;
• скорость сварки;
• положение шва в пространстве;
• вылет электрода;
• предварительный подогрев и последующую термическую обработку;
• колебательные движения концом электрода.
Ниже рассматривается влияние некоторых из перечисленных факторов (параметров) на процесс сварки, а также приводятся рекомендации по их выбору.
1. Диаметр электрода при сварке в нижнем положении шва устанавливается в зависимости от толщины свариваемого металла.
|
|
|

Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака сварочной ванны.
При многослойной сварке для лучшего провара корня шва первый шов заваривают электродом Ø 3-4 мм, а последующие - электродами большего диаметра.
При сварке металла разной толщины диаметр выбирается по наименьшей толщине металла.
2. Сила сварочного тока (А) устанавливается в зависимости от выбранного диаметра электрода. Для сварки в нижнем положении шва она может быть приближенно определена по формуле
I=kDэл или I=(20+6Dэл)Dэл,
где k - коэффициент пропорциональности, зависящий от диаметра и типа электрода, А/мм;
Dэл - диаметр электрода, мм.

При сварке на вертикальной плоскости ток уменьшается на 10-15%, а в потолочном положении - на 15-20% против выбранного для нижнего положения шва.
3. Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонкого металла, чтобы не прожечь его, и при сварке высоколегированных сталей во избежание их перегрева. При сварке обычных углеродистых сталей применяют переменный ток, являющийся более дешевым по сравнению с постоянным.
4. Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
3. Задача. Подобрать основные параметры сварки для металла толщиной 8 мм. Сварка в нижнем положении.
1. Выбор диаметра электрода.
Диаметр выбирают по толщине свариваемого металла. В данном случае необходимы электроды двух диаметров, так как шов многослойный.
Для выполнения корневого шва выбирают электрод диаметром 2 мм, а последующие слои выполняют электродами 4 мм.
2. Силу тока рассчитывают по формуле
I=(20+6Dэл)Dэл.
Для Ø 2 мм I=(20+6Dэл)Dэл=(20+6∙2)∙2=64 А.
Для Ø 4 мм I=(20+6Dэл)Dэл=(20+6∙4)∙4=176 А.
3. Принимают переменный ток.
4. Для зажигания дугового разряда нужно иметь от источника питания напряжение 30-60 В, а для горения - 20-40 В.
|
|
|
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 434; Нарушение авторских прав?; Мы поможем в написании вашей работы!