КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обоснование типа производства
|
|
|
|
Нормы времени на технологический процесс сборки шасси
Дополнительные нормативные данные к технологическому процессу сборки шасси радиоприемника
| Условные обозначения сборочных элементов | Номера операций сборки | Сроки подачи сборочных элементов |
| Д | 1,2,3 | К 12-й операции |
| Г | 4,5,6,7 | К 14-й операции |
| В | 8,9,10,11 | К 15-й операции |
| Б | 12,13,14,15 | К 16-й операции |
| А | 16,17,18,19,20 | - |
Веерная схема сборки шасси радиоприемника представлена на рисунке 1.1.
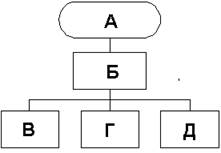
Рис. 1.1. Веерная схема сборки шасси радиоприемника
Нормы времени на технологический процесс сборки шасси радиоприемника представлены в таблице 1.5.
Таблица 1.5
| Номер операции | Норма времени |
| 0,2 | |
| 0,6 | |
| 0,4 | |
| 0,2 | |
| 0,3 | |
| 0,5 | |
| 0,8 | |
| 0,3 | |
| 0,2 | |
| 0,3 | |
| 0,2 | |
| 0,8 | |
| 0,7 | |
| 0,7 | |
| 0,2 | |
| 0,7 | |
| Сумма | 19,1 |
Форма организации производственного процесса на участке определяется, как правило, типом производства. Тип производства — это степень постоянства загрузки рабочих мест, линии, участка, цеха, завода одной и той же работой. Различают три типа производства: массовый, серийный, единичный.
Правильное определение типа производства на участке позволяет выбрать эффективную форму его организации. Основой для определения типа производства являются программа выпуска, вид изделия и трудоемкость его изготовления. В качестве показателя для определения типа производства можно использовать коэффициент специализации (Ксп), массовости (Км).
Коэффициент специализации определяется по формуле:
 ,
,
где m –количество операций по технологическому процессу на данном участке;
m=20 (см. табл. 1.3).
Спр –количество рабочих мест (единиц оборудования), необходимых для выполнения данного технологического процесса.
Спр =????????????? рабочих мест
Ксп =20/????=?????
Ксп>1, значит тип производства серийный.
Коэффициент массовости определяется по формуле:
 ,
,
где tшт.i –норма штучного времени на i-й операции с учетом коэффициента выполнения норм времени, мин.;
m –количество операций по данному технологическому процессу;
rн.п –такт выпуска изделий, определяется по формуле:
 , мин/шт.
, мин/шт.
Здесь Nз – месячная программа выпускаемого изделия, шт.;
Fэ – месячный эффективный фонд времени работы оборудования, определяется по формуле:
 , ч.,
, ч.,
где Fн – номинальный фонд времени работы оборудования, ч.;
Kп.о. –коэффициент, учитывающий время простоя оборудования в плановом ремонте.
Kп.о. =0,98.
Fэ =21*8*2*0,98=329,28 ч.
Nз =1000 шт.
rн.п. =60*329,28/1000=19,7568 мин/шт.
Км =19,1/(20*19,7568)=0,05
Км ≤1, значит имеет место серийный тип производства, что говорит о целесообразности выбора участка серийной сборки.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 497; Нарушение авторских прав?; Мы поможем в написании вашей работы!