КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок расчета штифтового молотильного аппарата
|
|
|
|
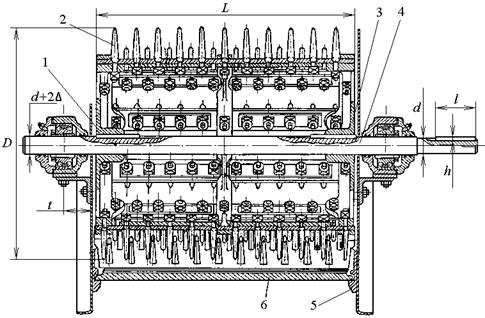
Рис.12. Штифтовый барабан (разрез):
1, 3 – торцевые диски; 2 – штифты; 4 – вал; 5 – обойма; 6 – секция.
3.1.1. Определяется подача хлебной массы
Q = 0,01×B×V×(U+ Qc×b2), кг/с.
где Qc – урожайность соломы, Qc = Ub1; b2 = 0,8–0,9 – коэффициент учитывающий полноту сбора соломы с поля.
Максимальная подача хлебной массы, вызванная неравномерностью поступления в барабан в реальных условиях на поле
Q1 = 1,33Q, кг/с.
3.2.1. Определяются размеры барабана
Длина барабана
 , м
, м
где S – зазор между барабаном и декой, S = 0,004 м; j - коэффициент неравномерности заполнения зазора S хлебной массой, = 1,4; g - объёмный вес хлебной массы, = 40 кг/м3;
Число Z штифтов Z = Q1 / q.
Число К штифтов, идущих по 1 следу (число заходов винтовой линии)

Справка: К = 2...5; Z должно быть кратным К; при корректировке К изменять его нужно в сторону увеличения.
Уточняется длина барабана
 , мм (м).
, мм (м).
Длина планки барабана
Lп = L + 2D l,
где D l – расстояние от торца до крайнего отверстия под штифт, D l = 18-22 мм.
Выбирается число планок барабана: М (четное значение из ряда 6, 8, 10, 12).
Определяется диаметр барабана по концам штифтов (рис.11).
Для определения диаметра барабана задаются минимальным расстоянием t1 по дуге между двумя соседними планками: t1 = (100... 120), мм
Диаметр барабана по концам штифтов:
 , мм (м)
, мм (м)
Справка: у большинства комбайнов Д = (590...750), мм.
3.3.1. Определяются кинематические параметры:
- число оборотов барабана:
n = 60×Vб /p×D, мин–1.
- угловая скорость барабана:
w = 2Vб /D, с–1.
- мощность, затрачиваемая на холостой ход барабана:
Nx = A×w + B1×w3, Вт
где А– коэффициент потерь на трение в подшипниках; В1 – коэффициент потерь на
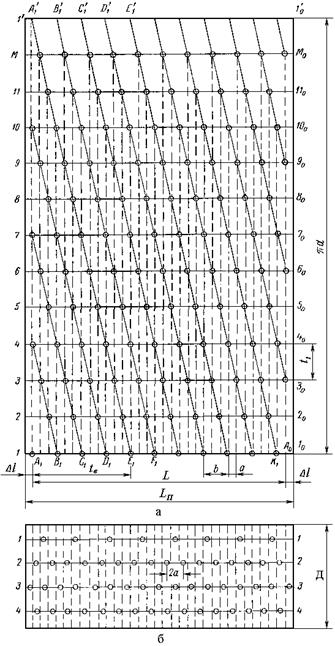
Рис.12. Развертка:
а - 4-заходного штифтового барабана с 12-тью планками; б – 4-рядного подбарабанья.
|
|
|
преодоление сопротивления воздуха. Для штифтового барабана представлены следующие значения: А= 2,6 Н×м, В1 = L× 0,73×10–3 Н×м×с2, где L в м.
3.4.1 – 3.7.1: Силовые характеристики, масса барабана, затраты мощности на единицу переработанной массы, параметры для построения графических зависимостей выполняются аналогично пунктам 3.4 – 3.7.
3.8. Размещение штифтов на планках барабана
Способ размещения штифтов на барабане заключается в использовании многозаходной винтовой линии. Зная число планок M, их шаг t1, диаметр по основанию штифтов d = Мt1/p, расстояние между следами а и число заходов К, строится развертка барабана (рис.12а). Для этого проводят М + 1 параллельных горизонтальных линий на расстоянии t1 одна от другой. Отложив на линии 11о шаг винтовой линии, равный t1 = Ma, вычерчивают ее развертку. Затем параллельно ей на расстоянии b = Ma / К одну от другой проводят наклонные линии, представляющие собой развертки других винтовых линий. Точки пересечения наклонных и горизонтальных линий определяют месторасположение штифтов барабана.
Число следов, изображенных на схеме пунктирными линиями, составляет
С = L/а + 1.
По одному следу за каждый оборот барабана проходит столько штифтов, сколько заходов имеет винтовая линия. С ростом числа заходов винтовой линии увеличивается число штифтов на барабане и возрастает его производительность.
Число планок обязательно должно быть кратным числу заходов винтовой линии, чтобы развертка барабана делилась на целое число частей и по каждому следу проходило одинаковое число штифтов. Это способствует более равномерной обработке материала при обмолоте.
В зубовых молотильных аппаратах штифты на подбарабанье устанавливают в 4...6 рядов. В рядах расстояние между штифтами равно удвоенному расстоянию между следами штифтов барабана (ад = 2а), а в первом ряду с целью облегчения вхождения обмолачиваемой массы в промежуток между барабаном и подбарабаньем принимают ад1 = 4а. Штифты размещают в шахматном порядке, добиваясь такого положения, чтобы штифты одного ряда находились в одних междуследьях барабана, а второго - в смежных. Расстояние между рядами штифтов на деке определяется углом охвата подбарабанья, а также зависит от диаметра барабана и числа планок с укрепленными на них штифтами. Длина подбарабанья составляет
|
|
|
Д = p(D + 2d)a/360о,
где a - угол охвата подбарабанья, a = 85-100о; d - радиальный зазор между штифтом барабана и планкой подбарабанья, d = 10-20 мм.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 934; Нарушение авторских прав?; Мы поможем в написании вашей работы!