КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
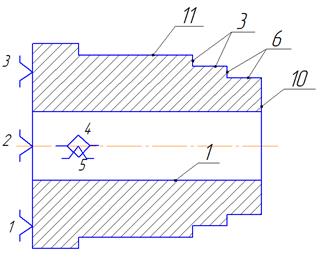
Расчет диаметральных размеров
|
|
|
|
Схемы базирования
005 Токарная операция
010 Токарная
015 Фрезерная
020 Сверлильная
025 Внутришлифовальная
030 Хонинговальная
035 Круглошлифовальная
Расчёт припусков на наружный диаметр  (поверхность 4).
(поверхность 4).
Заготовка крепится в трёхкулачковом патроне.
| Технологические
переходы обработки
поверхности
| Элементы припуска, мкм |  ,
мкм ,
мкм
|  ,
мм ,
мм
| Допуск δ, мкм | Предельные размеры, мм | Предельные припуски, мкм | |||||

| 
| 
| 
| 
| 
| 
| 
| ||||
| Заготовка | 192,47 | 192,5 | 195,37 | ||||||||
| Черновое точение | 
| 188,67 | 188,7 | 189,82 | |||||||
| Чистовое точение | 
| 187,07 | 187,07 | 187,56 | |||||||
| Предварительное шлифование | 
| 186,11 | 186,11 | 186,16 | |||||||
| Окончательное шлифование | 
| 185,928 | 185,93 | 185,96 |
Значение пространственных отклонений для заготовки из поковки

 .
.





Рассчитываем остаточные пространственные отклонения для обработок:



 .
.
На основании записанных в таблице данных рассчитываем минимальные значения межоперационных припусков:
 ,
,
Черновое точение
 ,
,
Чистовое точение
 ,
,
Предварительное шлифование
 ,
,
Окончательное шлифование
 .
.
Графа «Расчётный размер » заполняется, начиная с конечного (чертёжного) размера путём последовательного прибавления расчётного минимального припуска каждого технологического перехода:

Окончательное шлифование
 ,
,
Предварительное шлифование
 ,
,
Чистовое точение
 ,
,
Черновое точение
 ,
,
Заготовка
 .
.
Значение допусков каждого перехода принимаем по таблицам в соответствии с квалитетом того или иного вида обработки.
Определяем предельные размеры:

|
|
|





Определяем предельные значения припуска:


Черновое точение


Чистовое точение


Предварительное шлифование


Окончательное шлифование


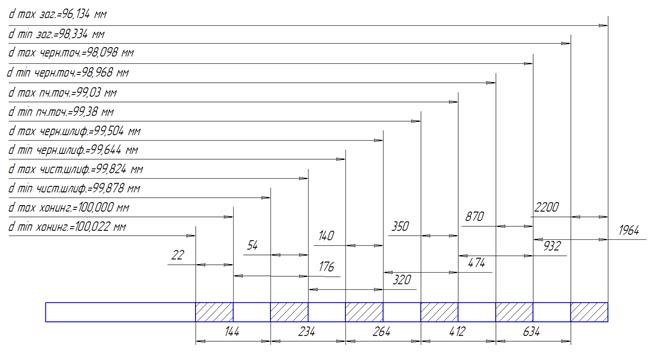
Построим схему графического расположения припусков и допусков на обработку поверхности 
Расчёт припусков на внутренний диаметр  (поверхность 1).
(поверхность 1).
Заготовка крепится в трёхкулачковом патроне.
| Технологические
переходы обработки
поверхности
| Элементы припуска, мкм | ,
мкм
| ,
мм
| Допуск δ, мкм | Предельные размеры, мм | Предельные припуски, мкм | |||||
|
|
|
|
|
|
|
|
| ||||
| Заготовка | 98,334 | 98,334 | 96,134 | ||||||||
| Черновое точение | 
| 98,968 | 98,968 | 98,098 | |||||||
| Получистовое точение | 
| 99,38 | 99,38 | 99,03 | |||||||
| Черновое шлифование | 
| 99,644 | 99,644 | 99,504 | |||||||
| Чистовое шлифование | 
| 99,878 | 99,878 | 99,824 | |||||||
| Хонингование | 2,5 | 
| 100,022 | 100,022 | 100,00 |
Значение пространственных отклонений для заготовки из поковки





Значение пространственных отклонений для заготовки из поковки



На основании записанных в таблице данных рассчитываем минимальные значения межоперационных припусков:
 ,
,
Черновое точение

Получистовое точение

Черновое шлифование
 .
.
Чистовое шлифование

Хонингование

Графа «Расчётный размер » заполняется, начиная с конечного (чертёжного) размера путём последовательного прибавления расчётного минимального припуска каждого технологического перехода:
Хонингование 

Чистовое шлифование
 ,
,
Черновое шлифование
 ,
,
Получистовое точение
 .
.
Черновое точение

Заготовка

Значение допусков каждого перехода принимаем по таблицам в соответствии с квалитетом того или иного вида обработки.
Определяем предельные размеры:






Определяем предельные значения припуска:
Черновое точение
|
|
|


Получистовое точение


Черновое шлифование


Чистовое шлифование


Хонингование


Схема графического расположения допусков
для поверхности 100H6:
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 970; Нарушение авторских прав?; Мы поможем в написании вашей работы!