КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Список використаних джерел. Опис призначення, конструкції і розрахунок контрольного інструменту
|
|
|
|
Опис призначення, конструкції і розрахунок контрольного інструменту
В якості контрольного інструмента в дипломному проекті запропонована робоча калібр – скоба, для контролю ступені вала Ø25js6.
Робочі калібри призначені для контролю деталей в процесі їх виготовлення. Ними користуються робітники та контролери ВТК заводу, що виготовляє деталі.
Розрахунок виконавчих розмірів калібр – пробки Ø25js6.
1) По ГОСТ 25347 – 88 знаходимо відхилення в мм для вала Ø25js6
es = +0,0065 мкм
ei = - 0,0065 мкм
2) Встановлюємо граничні розміри вала:
наибольший dmax = 25,0065 мм
наименьший dmin = 24,0035 мм
3) По ГОСТ 24853 – 81 вибираємо допуски і граничні відхилення в мкм для калібра – пробки:
z = 3 – зміщення середини поля допуска прохідного калібра;
Н = 4 – допуск на робочу калібр – пробку;
y = 3 – границя зносу прохідного калібра;
4) Підраховуємо граничні розміри робочих калібрів:
а) прохідного калібра
ПРmin = dmax - Z1 - H1/2 = 25,0065 – 0,003 – 0,002 = 25,0015 мм;
ПРmax = dmax - Z1 +H1/2 = 25,0065 -0,003 + 0,002= 25,0055 мм;
ПРизн. = dmax +Y1 = 25,0065 + 0,003 =25,0095 мм;
Размер калибра, проставленный на чертеже, равен 25,0015 +0,004 мм
Коли прохідний калібр досягне цього розміру його необхідно вилучити з виробництва.
б) Непрохідний калібр
НЕmах = dmin - H1/2 = 24,0035 – 0,002 = 24,0015 мм;
НЕmin = dmin + H1/2 = 24,0035 + 0,002 = 24,0055 мм;
Размер калибра, проставленный на чертеже, равен 24,0015+0,004 мм
Будуємо графічне зображення полів допусків.
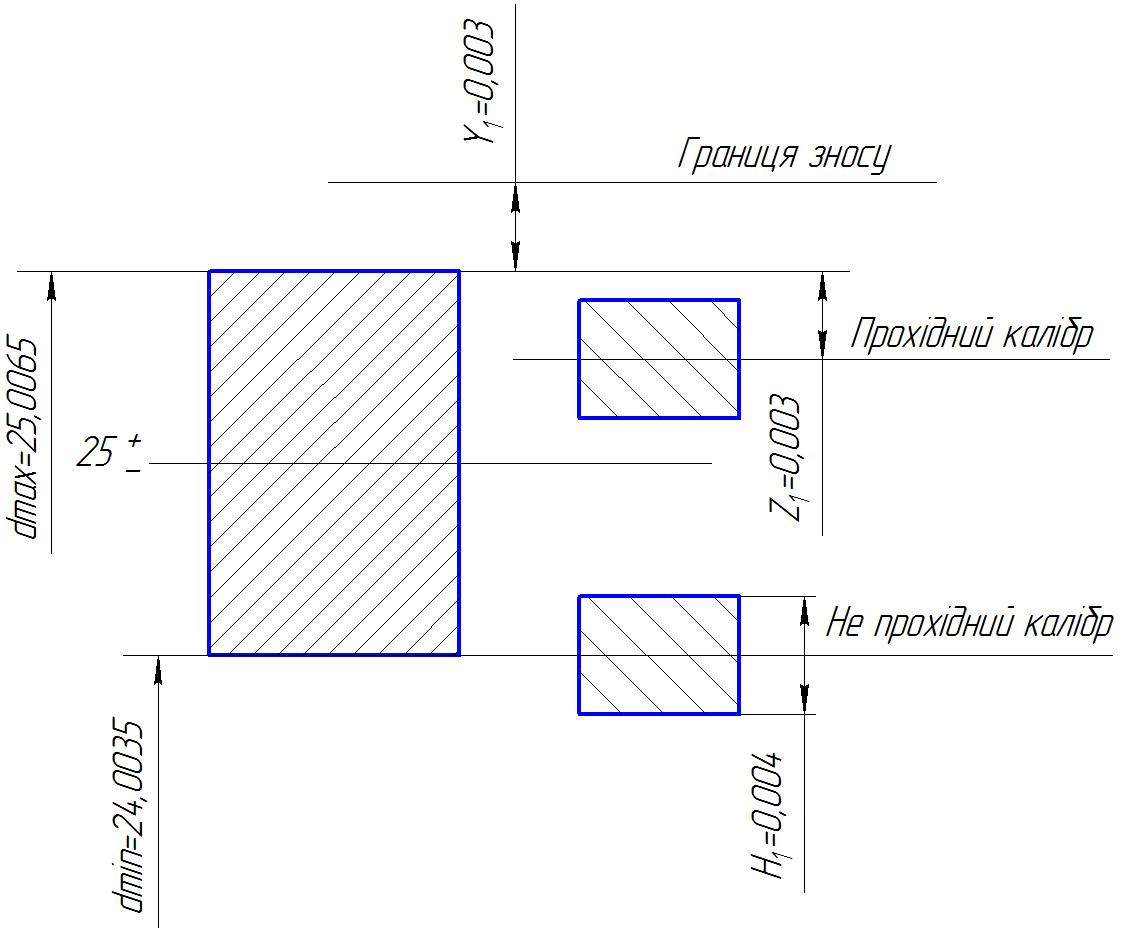
Рисунок 4.5. - Схема розташування полів допусків отвору і калібру.
1. ГОСТ 7505-79 Поковки стальные штампованные, допуски, припуски и кузнечные напуски.
2. ГОСТ 2590-88 Прокат стальной горячекатаный круглый.
3. Барановский Ю.В. «Режимы резания металов». Справочник. Изд. 3-е, переработанное и дополненное. М. «Машиностроение», 1972.
|
|
|
4. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управленим. – М.: Экономика. 1990. – Ч.І. Нормативы времени. – 208с.
5. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управленим. – М.: Экономика. 1990. – Ч.ІІ. Нормативы режимов резания. – 311с.
6. Справочник технолога-машиностроителя. В 2-х т. С74 Т. 2/под. ред. А.Г. Косиловой и Р.К. Мещерякова. – 4е узд., перераб. и доп. – М.: Машиностроение, 1975. 496с., ил.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 261; Нарушение авторских прав?; Мы поможем в написании вашей работы!