КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Введение. Полной взаимозаменяемости 23
|
|
|
|
Полной взаимозаменяемости 23
Расчет линейных размерных цепей методом
Порядок расчета посадок шлицевого соединения 20
Общие сведения 19
Выбор посадок шлицевого соединения 19
Шпоночного соединения 15
Порядок выбора и расчета посадок
Общие сведения 14
Выбор посадок шпоночного соединения 14
Порядок расчета и выбора посадок 11
Общие сведения 10
Качения 10
Соединений с зазором 5
Введение 4
1. Расчёт и выбор посадок гладких цилиндрических
1.1Расчёт гладких калибров 8
2. Расчёт и выбор посадок для подшипников
Литература 26
Для повышения технического уровня и качества продукции, роста производительности труда, экономии трудовых и материальных ресурсов необходимо во всех отраслях народного хозяйства развивать и совершенствовать системы стандартизации на основе внедрения достижений науки, техники и практического опыта.
Необходимо усилить действенное и активное влияние стандартов на выпуск продукции, соответствующей по своим технико-экономическим показателям высшему мировому уровню
Сегодня, когда для производства одной машины необходима кооперация между сотнями предприятий различных отраслей промышленности, вопросы качества продукции невозможно решить без расширения работ по совершенствованию системы взаимозаменяемости, метрологического обеспечения, улучшения методов и средств контроля продукции. Поэтому подготовка современного инженера включает освоение широкого круга вопросов, связанных со стандартизацией, взаимозаменяемостью и техническими измерениями. Курс «Взаимозаменяемость, стандартизация и технические измерения» является логическим завершением цикла общетехнических курсов теории механизмов и машин, технологии металлов, сопротивления материалов, деталей машин. Если другие курсы цикла служат теоретической основой проектирования машин и механизмов, использования типовых деталей машин, расчетов их на прочность и жесткость, то данный курс рассматривает вопросы обеспечения точности геометрических параметров как необходимого условия взаимозаменяемости и таких важнейших показателей качества, как надежность и долговечность. Задачи повышения качества изготовления, эксплуатации и ремонта сельскохозяйственной техники можно рассматривать комплексно, используя принципы стандартизации, взаимозаменяемости и контроля установленных технических условий.
|
|
|
Цель дисциплины - выработка у будущих инженеров знаний и практических навыков использования и соблюдения требований комплексных систем общетехнических стандартов, выполнения точностных расчетов и метрологического обеспечения при изготовлении, эксплуатации и ремонте сельскохозяйственной техники.
В результате изучения курса и в соответствии с квалификационной характеристикой инженер-механик сельского хозяйства должен знать: основные положения, понятия и определения в области стандартизации; государственную систему стандартизации и ее роль в ускорении научно-технического прогресса, интенсификации производства, повышении качества сельскохозяйственной техники и экономической эффективности ее использования; основные вопросы теории взаимозаменяемости и технических измерений, правила обозначения норм точности в конструкторской и технологической документации; методики расчета и выбора стандартных посадок типовых соединений деталей машин; расчет размерных цепей; устройство средств измерения линейных и угловых величин, их настройку, правила эксплуатации и методику выбора.
|
|
|
1. Расчёт и выбор посадок гладких цилиндрических соединений с зазором
Расчет и выбор посадок гладких цилиндрических соединений производится в следующей последовательности.
1. Рассчитать и выбрать посадку с зазором, установить предельные отклонения и определить предельные размеры и допуски деталей, а также получаемые в соединении зазоры и допуск посадки.
2. В произвольном масштабе построить схему полей допусков соединяемых деталей.
3. Вычертить сборочный и подетальный эскизы соединяемых деталей с указанием посадки, предельных отклонений деталей и шероховатости поверхностей.
4. Выбрать универсальные средства измерения для соединяемых деталей.
Исходными данными для расчета являются:
Номинальный диаметр соединения, dH =25 мм;
Длина соединения, l=35 мм;
Угловая скорость,  =60 рад/с;
=60 рад/с;
Абсолютная вязкость масла при рабочей температуре,  =0,03 Н-с/м2;
=0,03 Н-с/м2;
Среднее удельное давление на опору, g =0,1  Н/м2
Н/м2
RzD=5 мкм и Rzd =4 мкм- величины шероховатости поверхности втулки и вала.
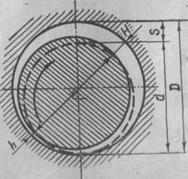
Рис. 1.1 Схема к расчету посадок для подвижного соединения.
Из гидродинамической теории смазки известно, что соотношение между величинами h и S (рис. 1.1) в подшипниках конечной длины выражается зависимостью
hS=  (1.1)
(1.1)
где h -толщина масляного слоя в месте наибольшего сближения поверхностей вала и подшипники в рабочем состоянии, м;
S -- зазор между валом и подшипником в состоянии покоя, м.
 (м2)=3412(мкм2)
(м2)=3412(мкм2)
Зная величину произведения hS, определяют величину наивыгоднейшего зазора в соединении:
 (1.2)
(1.2)
 =116,8 (мкм)
=116,8 (мкм)
С учетом наличия шероховатости поверхности соединяемых деталей находится величина расчетного зазора:
Spac=  (1.3)
(1.3)
 (мкм)
(мкм)
По величине расчетного зазора по таблицам предельных отклонений отверстий и валов подбирается посадка, удовлетворяющая условию
 (1.4)
(1.4)
Приведенному условию удовлетворяет стандартная посадка  25
25  , выполненная в системе отверстии: предельные отклонения для отверстия
, выполненная в системе отверстии: предельные отклонения для отверстия  25H8(
25H8( ); предельные отклонения для вала 25f9(
); предельные отклонения для вала 25f9( )
)
Для указанной посадки:
Smax = ES—ei=0,033 - (-0,072)= 105 (мкм) (1.5)
Smin =EI— es=0 - (-0,020)= 20 (мкм) (1.6)
S= 
 (мкм) (1,7)
(мкм) (1,7)
Выбранную посадку нужно проверить на наличие жидкостного трения. Определяется наименьшая толщина слоя смазки при наибольшем зазоре выбранной посадки:
|
|
|
 (1.8)
(1.8)

Производим проверку на достаточность слоя смазки, обеспечивающего жидкостное трение, проверяется по условию
 (1.9)
(1.9)
27.73  (5+4)
(5+4)
27.73>9
Условие жидкостного трения выполняется, значит, посадка выбрана правильно.
Определяем предельные размеры и допуски на обработку деталей соединения согласно выбранной посадке:
а) отверстия:
Dmах=DH+ES (1.10)
Dmах =25+0,033=25,033 (мм)
Dmin=DH+EI (1.11)
Dmin= 25+0 = 25 (мм);
TD = Dmax-Dmln=ES-EI ; (1.12)
TD-=0,033-0=0,033 (мм)
б) вала:
dmax = dH+es (1.13)
dmax =25+(— 0,020) =24,980 (мм)
dmin = dH+ei (1.14)
dmin =25+(—0,072) =24,928 (мм)
Td = dmax-dmln=es-ei (1.15)
Td =24,980—24,928 =0,052(мм)
Определяем допуск посадки;
Ts=Smax-Smin=TD+Td (1.16)
Ts = 0,033+0,052 = 0,85 (мм).
Строим схему расположения полей допусков. Схема изображается в произвольном масштабе. Номинальному размеру соединения соответствует нулевая линия, которая изображается горизонтально. Вверх от нее откладываются положительные отклонения размера, а вниз-отрицательные.
Вычерчиваем сборочный и подетальный эскизы соединяемых деталей с указанием посадки, предельных отклонений и шероховатости поверхностей.
Выбираем универсальные средства измерения соединяемых деталей, считая, что измерение производим в индивидуальном производстве.
Выбор универсальных измерительных средств производится с учетом метрологических, конструктивных и экономических факторов. При выборе универсальных средств измерения необходимо, чтобы предельная погрешность средств измерения  lim равнялась или были бы меньше допустимой погрешности измерения
lim равнялась или были бы меньше допустимой погрешности измерения  . т. е. чтобы соблюдалось условие:
. т. е. чтобы соблюдалось условие:


Для рассматриваемого соединения dH=25 мм, TD =33 мкм, Td =52 мкм, выбираем из таблицы приложения 3  для отверстия 25H8 = 8 мкм; для вала 25d8 = 8мкм.
для отверстия 25H8 = 8 мкм; для вала 25d8 = 8мкм.
Этим требованиям соответствуют (приложение 4) для отверстия- нутромер индикаторный с измерительной головкой с ценной деления 0,001 мм, а для вала микрометр 0-го класса, характеристики которых заносим в табл. 1.1.
Таблица 1.1. Исходные данные и характеристика выбранных средств измерений
| Деталь | Величина допуска детали, IT детали, мкм | Допустимая погрешность,мкм | Предельная погрешность средств измерения  ,мкм ,мкм
| Наименование измерительных средств и их метрологическая характеристика |
| Отверстие | 5,5 | нутромер индикаторный с измерительной головкой с ценной деления 0,001 или 0,002 мм | ||
| Вал | 5.5 | микрометр 0-го класса |
|
|
|
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 386; Нарушение авторских прав?; Мы поможем в написании вашей работы!