КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обґрунтування і вибір методу зміцнення різця відрізного та матеріалів для зміцнення
Спеціальна частина
На основі проаналізованих в попередніх розділах методів зміцнення можна виділити ряд переваг, що обумовили застосувати для зміцнення різця відрізного технологію іонно-плазмового напилення:
- універсальність з точки зору отримання одношарових, багатошарових, комбінаційних покриттів на основі нітридів, карбідів, оксидів, боридів металів;
- відносно невисока собівартість нанесення покриття TiN на різальний інструмент;
- можливість нанесення покриття на будь-який матеріал;
- значне підвищення зносостійкості різального інструменту;
- відносно низький температурний режим процесу – 400 – 550 ºС.
Принцип дії установок для іонного-плазмового напилення оснований на таких фізичнихявищах, як іонізація нейтральних частинок газу, тліючий розряд у вакуумі та розпилення матеріалів бомбардуванням пришвидшеними іонами [6].
 |
Рисунок 2.1– Процес іонізації [6]:
1,2 – пришвидшений і відбитий електрони; 3 – нейтральна частинка газу; 4 – анод; 5 – іон; 6 – вибитий вторинний електрон; 7 – резистор; 8 – блок живлення; 9 – катод
Суть іонізації частинок газу полягає в наступному. Газ, що знаходиться між двома електродами завжди містить певну кількість вільних електронів. Якщо між електродами створити електричне поле, то це поле буде пришвидшувати електрони (рисунок 2.1). При зустрічі з нейтральною частинкою 3, пришвидшений первинний електрон 1 виштовхує з неї вторинний електрон 6, перетворюючи нейтральну частинку в позитивно заряджений іон 5. таким чином з’являється пара заряджених частинок. Відбитий електрон 2 і вторинний електрон 6 в свою чергу пришвидшуються електричним полем і при взаємодії з нейтральними частинками газу знову утворюють по парі заряджених частинок. Таким чином розвивається лавиноподібний процес утворення в газовому середовищі двох видів заряджених частинок, а в даному випадку газ стає електричним провідником.

Рисунок 2.2– Утворення тліючого розряду [6]:
1 – катод; 2 – темний катодний простір; 3 - вакуумний балон; 4 – позитивний сяючий стовп дуги; 5 – анод
Тліючий розряд є одним з видів стаціонарного розряду в газах. Його суть показано на рисунку 2.2. З обох сторін у вакуумний скляний балон 3 впаяні два електрода – анод 5 і катод 1. При тиску 0,1-10 Па і подачі напруги 2-4 кВ в результаті іонізації газу в балоні виникає світіння, яке є ознакою тліючого розряду. Утворюються області темного катодного простору 2 та позитивно заряджений світловий стовп 4. При подальшому русі електрона до анода він здатний багатократно іонізовувати частинки газу, таким чином утворюється сяючий стовп дуги. Світіння стовпа дуги пояснюється збудженням нейтральних молекул газу при зіткненні з електронами. Іони, що опиняються на границі катодного простору, пришвидшуються в напрямку катода сильним електричним полем, бомбардують і розпилюють його. Одночасно з розпиленням катода іони вибивають електрони з його поверхні, підтримуюючи розряд [6].
Таким чином тліючий розряд є генератором іонів, необхідних для ефективного бомбардування катода і його розпилення. Іонне розпилення можна пояснити з позиції імпульсного механізму дії прискорених іонів на поверхневі частинки матеріалу. При розпиленні матеріалу, іон 1 передає імпульс енергії його атому, який в свою чергу може передати його іншим атомам, викликавши каскад зіткнень (рисунок 2.3).
 |
Рисунок 2.3 – Схема іонного розпилення [6]:
1 – іон; 2 - поверхневий атом; 3 – розпилюваний матеріал
Показником ефективності процесу напилення є коефіцієнт розпилення, що виражається числом вибитих частинок розпиленого матеріалу, віднесених на один бомбардуючий іон, і зазвичай складає від кількох долей десятків до кількох одиниць. Він залежить від енергії іона, його маси, кута падіння, розпиленого матеріалу і стану поверхні.
Таблиця 2.2 – Коефіцієнт розпилення S та швидкість росту покриття для деяких матеріалів [7]
| Матеріал, що розпилюється | S, атом/іон | Швидкість осадження, нм·с-1 | Матеріал, що розпилюється | S, атом/іон | Швидкість осадження, нм·с-1 |
| Si | 0,5 | 6,7 | G | 1,2 | 12,8 |
| Ti | 0,6 | 7,8 | Cr | 1,3 | 16,6 |
| Ta | 0,6 | 7,8 | Pt | 1,6 | 21,0 |
| W | 0,6 | 7,8 | Cu | 2,8 | 30,0 |
| Nb | 0,65 | 8,4 | Pd | 2,4 | 31,2 |
| Mo | 0,9 | 11,7 | Au | 2,8 | 36,7 |
| Al | 1,2 | 12,7 | Ag | 3,4 | 44,2 |
В загальному вигляді процес іонно-плазмовго напилення покриття складається з наступних етапів [7]:
- випаровування напилюваною матеріалу;
- транспортування напилюваного матеріалу па поверхню, яка напилюється;
- стикання напилюваних частинок з поверхнею, яка напилюється;
- утворення центрів конденсації та ріст острівців осадженого матеріалу;
- зливання острівців осадженого матеріалу у суцільну плівку;
- ріст покриття необхідної товщини.
Принципова схема методу. Основними технологічними параметрами процесу КІБ є від’ємний потенціал, що подається на інструментальну основу Uоп, величина сили струму дуги Iд і тиск азоту у вакуумній камері Р. Для нанесення нітриду титану на різальний інструмент встановлено межі вибору технологічних параметрів: Uоп= 100...200 В, Iд= 80...140 А, Р= 0,4...0,9 Па, температура основи Тп= 525±10°С. Період іонного очищення – 6-8 хвилин, тривалість осадження τконд= f (h) залежить від необхідної товщини покриття [9].
Схема установки для нанесення зносостійких покриттів ННВ6.6-И1 показана на рисунку 2.4.
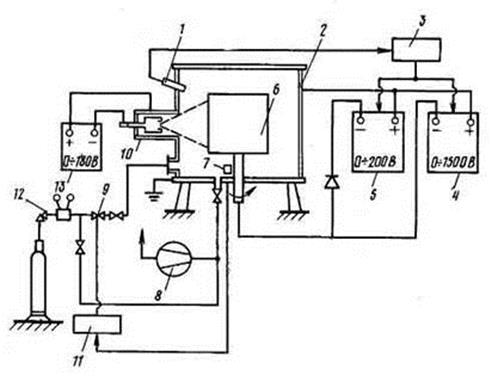
Рисунок 2.4 – Схема установки для іонно-плазмового напилення методом КІБ [11]:
1 – пірометр; 2 – вакуумна камера (анод); 3 – блок контролю температури; 4 – високовольтне джерело живлення струму; 5 – блок живлення опорної напруги; 6 – виріб; 7 – подача реакційного газу; 8 – вакуумна система; 9 – вентиль подачі газу; 10 – електродуговий випаровувач з катодом; 11 – автоматичний натікач газу; 12 – вентиль балонний з редуктором і манометрами; 13 – джерело живлення вакуумної дуги
Установка складається з таких основних вузлів: вакуумної камери, системи створення вакууму і подачі реакційного газу, джерел живлення, системи водяного охолодження, блоку управління. Інструмент 6, що підлягає зміцненню розміщується в спеціальному приспосібленні на столі, який з’єднаний з механізмом обертання (рисунок 2.4). Далі з допомогою форвакуумних і дифузійного паромасляного насосів вакуумної системи 8 у вакуумній камері 2 створюють вакуум порядку 0,001...0,006 Па і подається напруга на підложку (1,0 - 1,2 кВ). Одночасно йде процес нагрівання інструменту на підложці до заданої температури (500 – 530 ºС). Таким чином проходить процес іонного бомбардування, що проходить 5 – 10 хвилин. Після закінчення циклу іонного бомбардування в вакуумну камеру подається азот під тиском 0,3 – 1,3 Па, встановлюються необхідні значення напруги підложки і сили струму дуги і протягом заданого інтервалу часу проходить процес осадження TiN на різальний інструмент. Після закінчення процесу осадження покриття інструменти охолоджують в вакуумній камері до 150 ºС.
|
|
Дата добавления: 2015-08-31; Просмотров: 587; Нарушение авторских прав?; Мы поможем в написании вашей работы!