КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Явления, сопутствующие стружкообразованию
|
|
|
|
Структура стружки
В связи с тем, что образование стружки связано с пластической деформацией сдвига, то в стружке образуется текстура, то есть направленная вытянутость зерен металла по отношению к плоскости сдвига.
Металлографический анализ стружки показал наличие в ней
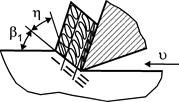 Рис. 19. Структура стружки
Рис. 19. Структура стружки
|
трех характерных зон (рис 19):
I – зона текстурированного слоя стружки, то есть слоя с определенной направленной вытянутостью зерен. Угол текстуры составляет  = 10…20о;
= 10…20о;
II – зона с завихренной текстурой. Данный слой образуется в результате тормозящего воздействия стружки о переднюю поверхность инструмента. В этой зоне наблюдается двойная пластическая деформация;
III – прирезцовый слой, в котором текстура полностью разрушена. Данный слой при определенных условиях резания (сверхскоростное резание) становится текущим.
 Рис. 20. Схема усадки стружки
Рис. 20. Схема усадки стружки
|
Рассмотренному выше процессу стружкообразования всегда в большей или меньшей мере сопутствуют усадка стружки и наклеп.
Усадка стружки – это изменение размеров стружки по сравнению с размерами срезаемого объема материала заготовки.
Пусть срезаемый объем  материала заготовки, площадь которого АBCD, имеет толщину
материала заготовки, площадь которого АBCD, имеет толщину  , ширину
, ширину  и длину
и длину  (рис. 20), то есть
(рис. 20), то есть  . В процессе резания режущий клин переместится из положения I в положение II, т.е. из точки D в точку A. При этом он деформирует рассматриваемый объем материала и переведет его в стружку. В процессе деформации фигура ABCD трансформируется в фигуру ABFK. Объем снимаемого материала до и после деформации останется неизменным, т.е.
. В процессе резания режущий клин переместится из положения I в положение II, т.е. из точки D в точку A. При этом он деформирует рассматриваемый объем материала и переведет его в стружку. В процессе деформации фигура ABCD трансформируется в фигуру ABFK. Объем снимаемого материала до и после деформации останется неизменным, т.е.
 ;
;  ;
; 
где  - объем стружки,
- объем стружки,  - толщина образовавшейся стружки;
- толщина образовавшейся стружки;  - ширина образовавшейся стружки,
- ширина образовавшейся стружки,  - длина стружки;
- длина стружки;  - коэффициенты полноты (сплошности) стружки (для непрерывной стружки = 1, для элементной = 0,6…0,8).
- коэффициенты полноты (сплошности) стружки (для непрерывной стружки = 1, для элементной = 0,6…0,8).
|
|
|
Для количественной оценки напряженного состояния в зоне резания вводят специальные коэффициенты: коэффициент продольной усадки стружки -  , коэффициент усадки стружки по толщине -
, коэффициент усадки стружки по толщине -  и коэффициент усадки стружки по ширине -
и коэффициент усадки стружки по ширине -  . Данные коэффициенты зависят от условий резания, а их величины обычно составляют:
. Данные коэффициенты зависят от условий резания, а их величины обычно составляют:  ;
;  ;
;  . Для практических целей обычно используют коэффициент продольной усадки стружки, так как он изменяется в более широком диапазоне.
. Для практических целей обычно используют коэффициент продольной усадки стружки, так как он изменяется в более широком диапазоне.
При отрицательной усадке стружки, т.е. когда  , скорость перемещения стружки по передней поверхности инструмента может превышать скорость резания в 2 раза, что следует из выражения
, скорость перемещения стружки по передней поверхности инструмента может превышать скорость резания в 2 раза, что следует из выражения
 откуда
откуда 
где  - время перемещения инструмента на расстояние и время образования стружки длиной
- время перемещения инструмента на расстояние и время образования стружки длиной  ,
,  - скорость резания,
- скорость резания,  - скорость перемещения стружки по передней поверхности инструмента.
- скорость перемещения стружки по передней поверхности инструмента.
Увеличение скорости стружки по сравнению со скоростью резания приводит к возрастанию температуры в зоне резания и более быстрому износу инструмента. Отрицательная усадка стружки имеет место при обработке труднообрабатываемых материалов и титановых сплавов.
Наклеп. Из рассмотренного выше механизма образования стружки видно, что упругая и пластическая деформации, имеющие место при резании, распространяются не только впереди режущего клина, но и заходят под срезаемый слой заготовки на глубину  (см. рис. 18). В связи с этим после прохождения инструмента поверхностный слой заготовки становится пластически деформированным - упрочненным. Его твердость заметно выше твердости исходного материала. Это явление процесса резание называется наклепом, а поверхностный слой заготовки повышенной твердости - наклепанным поверхностным слоем.
(см. рис. 18). В связи с этим после прохождения инструмента поверхностный слой заготовки становится пластически деформированным - упрочненным. Его твердость заметно выше твердости исходного материала. Это явление процесса резание называется наклепом, а поверхностный слой заготовки повышенной твердости - наклепанным поверхностным слоем.
Для количественной оценки наклепа вводятся такие параметры, как глубина наклепа  , степень наклепа
, степень наклепа  и градиент наклепа
и градиент наклепа  . Степень наклепа определяется по формуле
. Степень наклепа определяется по формуле
|
|
|
 .
.
 Рис. 21. Зависимость изменения
наклепа по глубине поверхностного слоя
Рис. 21. Зависимость изменения
наклепа по глубине поверхностного слоя
|
где  - максимальная микротвердость поверхности заготовки, МП а;
- максимальная микротвердость поверхности заготовки, МП а;  - исходная микротвердость поверхности заготовки, МП а.
- исходная микротвердость поверхности заготовки, МП а. 
В свою очередь градиент наклепа определяется по формуле
 где - глубина наклепа, мм.
где - глубина наклепа, мм.
Для определения , , проводят измерение микротвердости по глубине поверхностного слоя на специально подготовленных косых срезах, по результатам которых строят графики подобные представленному на рис. 21. Затем, используя данные графики, определяют вышеуказанные параметры.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 423; Нарушение авторских прав?; Мы поможем в написании вашей работы!