КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка заготовок на токарных станках
|
|
|
|
ЛАБОРАТОРНАЯ РАБОТА № 2
Цель работы: изучить обработку резанием поверхностей вращения и торцевых поверхностей, методику оформления технологической документации на токарную операцию.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ:
ПОРЯДОК ВЫПОЛНЕНИЯ:
I. ЗАДАНИЕ № 1: Ознакомиться с чертежом детали на токарную операцию, указанную в заданиях по вариантам
Задания по вариантам:
| № варианта | задание |
| Задача 1.1 | |
| Задача 1.2 | |
| … | … |
| Задача 1.19 |
ЗАДАНИЕ № 2: Оформить технологическую документацию на токарную операцию (операционную карту) задания № 1.
II. Сформировать отчет по выполнению лабораторной работы.
Задача 1.1
Исходные данные
Деталь – втулка. Материал – чугун серый СЧ 15–32. НВ 163 – 229. Заготовка – отливка. Масса детали 0,3 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон с пневматическим зажимом, Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 3 до D = 50 u8.
3. Снять фаску 1×45°.
4. Расточить отверстие 2 до D = 38 мм.
5. Расточить отверстие 2 до D = 40 H7.
6. Снять фаску 1,5×45°.
Режущий инструмент – резцы 16×25, ВК8; расточной резец с державкой диаметром 16 мм.
Измерительный инструмент – штангенциркуль, скоба 50 u8, пробка 40 H8.

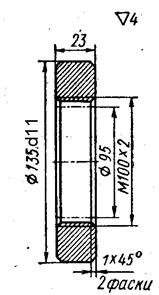
Задача 1.2
Исходные данные
Деталь – гайка М100×2. Материал – сталь 45, σв = 60 кгс/мм2. Заготовка – штамповка. Масса детали 0,56 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
|
|
|
1. Расточить отверстие до D = 97,5 мм.
2. Снять фаску 1×45°.
Б. Переустановить деталь с выверкой по индикатору.
3. Снять фаску 1×45°.
4. Нарезать резьбу М100×2.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – калибр 98 H8, резьбовой калибр М100×2.
Задача 1.3
Исходные данные
Деталь – соединительная муфта. Материал – сталь 45, σ в = 00 кгс/мм2. Заготовка – калиброванный прокат размером 48×1500 мм (на 10 деталей). Масса детали 0,91кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – цанговый патрон. Обработка – без охлаждения (при сверлении с охлаждением эмульсией). Партия 200 шт.
Содержание операции
А.Установить пруток в патроне.
1. Подрезать торец.
2. Сверлить отверстие до
D = 25,6 мм.
3. Зенкеровать отверстие до
D =26,6 мм.
4. Снять фаску 1,5×45°.
5. Отрезать деталь.
Режущий инструменты:
резец 16×25 мм, Т15К6,
сверло Dс = 25,6 mm, P18;
зенкер Dз = 26,6, Р18;
резец отрезной b = 4 мм, Т15К6.
Измерительный инструмент – штангенциркуль.

Задача 1.4
Исходные данные
Деталь – гайка. Материал – сталь 45, σв = 60 кгс/мм2. Заготовка – штамповка. Масса детали 0,5 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – разжимная пневматическая оправка. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А.Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 1×45°.
4. Прорезать канавку 3.
5. Нарезать резьбу М45×1,5.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – штангенциркуль.

Задача 1.5
Исходные данные
Деталь – шестерня. Материал – сталь 45, σв = 60 кгс/мм2. Заготовка – поковка. Масса детали 16,3 кг. Оборудование – токарно-винторезный станок 1К62В. Приспособление – трехкулачковый патрон (с реечной подачей кулачков). Обработка – без охлаждения. Партия 10 шт.
|
|
|
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Обточить поверхность 3.
4. Подрезать торец 4.
5. Расточить отверстие 5.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – штангенциркуль.

Задача 1.6
Исходные данные
Деталь – пробка. Материал – сталь 35, σ в = 52 кгс/мм2. Заготовка – пруток калиброванный D = 30 мм. Масса детали 0,06 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – концевая разжимная оправка с креплением маховичком через шпиндель. Обработка – без охлаждения. Партия 10 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 2×45°
4. Проточить канавку b = 2 мм, D = 19,5мм.
5. Нарезать резьбу М24×2.
6. Прорезать канавку (для снятия фаски).
7. Снять фаску 1×45°.
8. Отрезать деталь.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент –
штангенциркуль.

Задача 1.7
Исходные данные
Деталь – вал. Материал – сталь 40Х, σ в= 100 кгс/мм2. Заготовка – поковка. Масса детали 12,8 кг. Оборудование – токарно-винторезный станок 1К62. Приспособления – центры, хомутик. Обработка – без охлаждения. Партия 10 шт.
Содержание операции
А. Установить и снять деталь.
1. Обточить поверхность 1 на l = 85 мм.
2. Обточить поверхность 2 на l = 30 мм.
3. Обточить поверхность 3 на l = 95 мм.
4. Подрезать торец 4.
Режущий инструмент – резцы 16×25, Т5К10.
Измерительный инструмент – штангенциркуль.

Задача 1.8
Исходные данные
Деталь – фланец. Материал – чугун серый СЧ 15-32, НВ 165–81. Масса детали 0,84 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон. Обработка – без охлаждения. Партия 10 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 2×45°.
4. Сверлить отверстие до D = 20 мм.
5. Рассверлить отверстие 3 до D = 34 мм.
Режущий инструмент – резцы 16×25, Т15К6. Сверла Dс = 20 мм и Dс = 34 мм, Р18.
Измерительный инструмент – штангенциркуль.

Задача 1.9
Исходные данные
Деталь – валик. Материал – сталь 45, σв = 60 кгс/мм2. Заготовка – штамповка. Масса детали 1,35 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон. Обработка – без охлаждения. Партия 10 шт.
|
|
|
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Обточить поверхность 3.
4. Подрезать торец 4.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный прибор – штангенциркуль.

Задача 1.10
Исходные данные
Деталь – переходник. Материал – сталь 20, σ в = 40 кгс/мм2. Масса детали 0,85 кг. Заготовка – поковка D = 60 мм. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 100 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Точить до D = 48 мм
на l = 59 мм.
3. Точить до D = 34 мм
на l = 39 мм.
4. Точить до D = 30 мм
на l = 32 мм.
5. Снять фаску 2,5×45°.
6. Снять фаску 1×45°.
7. Точить фаску b = 3
под углом 15°.
8. Нарезать резьбу М30×3,5
кл. 3.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – штангенциркуль.

Задача 1.11
Исходные данные
Деталь – гайка. Материал–сталь 45, σв = 60 кгс/мм2. Заготовка – штамповка. Масса детали – 0,5 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – патрон самоцентрирующий с пневматическим зажимом. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Точить поверхность 2.
3. Расточить отверстие D = 32 H7.
4. Расточить отверстие D = 50 H8.
5. Подрезать уступ 3.
6. Снять фаску 1×45°.
7. Снять фаску 1×45°.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – калибры 32H7 и 50H8 штангенциркуль.

Задача 1.12
Исходные данные
Деталь – палец. Материал – сталь 45, σв = 60 кгс/мм2. Заготовка – калиброванный пруток D = 48 мм. Масса детали 0,4 кг. Оборудование – токарно-винторезный станок 1К62. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 150 шт.
|
|
|
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить на D = 44 мм,
l = 105 мм.
3. Точить D = 30 мм, l = 82 мм.
4. Подрезать торец 2.
5. Прорезать канавку
(для снятия фаски).
6. Снять фаску 2×45°.
7. Отрезать деталь.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент –

штангенциркуль.
Задача 1.13
Исходные данные
Деталь – фланец. Материал – чугун серый СЧ 15-32, НВ 165–181. Заготовка – отливка. Масса детали 0,3 кг. Оборудование – токарно-винторезный станок 1А616. Приспособление – трехкулачковый патрон. Обработка – без охлаждения. Партия 10 шт.
Содержание операции
А, Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Подрезать торец 3.
4. Сверлить отверстие 4.
5. Расточить отверстие 4.
6. Снять фаску 2×45°.
Режущий инструмент – резцы 16×25, ВК8. Сверло Dс = 14,5мм, Р18.
Измерительный инструмент – штангенциркуль.

Задача 1.14
Исходные данные
Деталь – ось. Материал – чугун серый СЧ 21-40, НВ 182–199. Заготовка – отливка. Масса детали 0,31 кг. Оборудование – токарно-винторезный станок 1А616. Приспособление – патрон самоцентрирующий с пневматическим зажимом. Обработка – без охлаждения. Партия 120 шт.
Содержание операции
А.Установить и снять деталь,
1. Подрезать торец.
2. Обточить поверхность 1.
3. Подрезать торец, 2.
4. Прорезать канавку 3.
5. Снять фаску 1×45°.
Режущий инструмент – резцы 16×25, ВК8.
Измерительный инструмент – штангенциркуль.

Задача 1.15
Исходные данные
Деталь – втулка. Материал – сталь 40Х, σв = 70 кгс/мм2. Заготовка – поковка D = 70 мм, l = 88 мм. Масса детали 1,93 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2 до D = 62 мм.
3. Обточить поверхность 3 до D = 51 мм.
4. Снять фаску 3×45°.
5. Сверлить отверстие 4 на D = 29 мм.
6. Зенкеровать отверстие 4 на D = 30 мм.
7. Отрезать деталь.
Режущий инструмент – резцы
16×25, Т15К6. Сверло Dc = 29 мм, Р18. Зенкер D3 = 30 мм, Р18.
Измерительный инструмент – штангенциркуль, калибр 30 H8.

Задача 1.16
Исходные данные
Деталь – валик. Материал – сталь 45, σ в – 60 кгс/мм2. Заготовка – штамповка. Масса детали 0,35 кг. Оборудование – токарно-винторезный станок 1А616. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2 D = 25 мм, l = 82 мм.
3. Обточить поверхность 3 D = 20 мм, l = 40 мм.
4. Подрезать торец 4.
Б. Переустановить деталь.
5. Обточить поверхность 5.
6. Подрезать торец 6.
7. Снять фаску 2×45°.
Режущий инструмент – резцы 16×25, Т14К8.
Измерительный инструмент – штангенциркуль.

Задача 1.17
Исходные данные
Деталь – фланец. Материал – чугун серый СЧ 15-32, НВ 165–181. Заготовка – отливка. Масса детали 0,84 кг. Оборудование токарно-винторезный станок 1А616. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Снять фаску 2×45°.
4. Сверлить отверстие до D = 20 мм.
5. Рассверлить отверстие до D = 34 мм.
6. Зенкеровать отверстие 3 до D = 35 H8.
Режущий инструмент – резцы 16×25, ВК6. Сверла Dс = 20 мм и Dc = 34 мм, Р18. Зенкер Dз = 35 мм, Р18.
Измерительный инструмент – штангенциркуль, калибр 35 H8.

Задача 1.18
Исходные данные
Деталь – шестерня. Материал – сталь 40Х, σ в= 100 кгс/мм2. Заготовка – штамповка. Масса детали 0,63 кг. Оборудование – токарно-винторезный станок 1А616. Приспособление – разжимная пневматическая оправка. Обработка – без охлаждения. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Снять фаску 1×45°.
3. Обточить поверхность 2.
4. Снять фаску 1×45°.
5. Подрезать торец 3.
6. Обточить поверхность 4.
7. Снять фаски 2×45°.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – штангенциркуль.

Задача 1.19
Исходные данные
Деталь – шестерня. Материал – сталь 45, σ в = 60 кгс/мм2. Заготовка – поковка D = 120 мм. Масса детали 5 кг. Оборудование – токарно-винторезный станок 1А62. Приспособление – самоцентрирующий патрон с пневматическим зажимом. Охлаждение – эмульсия. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Подрезать торец 1.
2. Обточить поверхность 2.
3. Сверлить отверстие D = 20 мм.
4. Рассверлить отверстие на D = 40 мм.
5. Снять фаску 2×45°.
Режущий инструмент – резцы 16×25, Т15К6.
Измерительный инструмент – штангенциркуль.

|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 2147; Нарушение авторских прав?; Мы поможем в написании вашей работы!