КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Допуски и посадки
|
|
|
|
Размеры и предельные отклонения
Узловые чертежи
Рекомендации и пример оформления чертежа общего вида
Общий вид основного объекта
Рекомендации и пример оформления технологической схемы
Принципиальная схема основных и вспомогательных машин и аппаратов отделения или цеха выполняется на одном листе формата А1 (594х841мм). Схема содержит основные и вспомогательные технологические трубопроводы (сырьевые, продуктовые, паровые, водяные и др.) с арматурой (задвижки, вентили, краны обратные и предохранительные клапаны и др.), связывающими оборудование, и со стрелками, показывающими направление движения потоков.
В некоторых случаях технологическая схема выполняется со средствами контроля и автоматического регулирования: давления, температуры, расхода, концентрации, уровней и т.д. В этом случае на чертеже указывается связь между технологическим оборудованием, приборами и средствами автоматизации.
Приемные устройства, встраиваемые непосредственно с трубопроводы и оборудование (ртутные термометры, термометры сопротивления, термопары, измерительные диафрагмы, счетчики и т.п.), приводятся непосредственно на изображениях технологических коммуникаций или оборудования, причем их относительное расположение должно соответствовать требуемому расположению на аппарате и коммуникациях. Регулирующие органы показываются на технологических коммуникациях.
Щиты для установки на них приборов и средств автоматизации показываются в нижней части листа.
Технологическая схема, как правило, не имеет масштаба.
На рисунке 3.44 представлен пример чертежа технологической схемы, а на рисунке 3.45 пример заполнения экспликации к технологической схеме.
|
|
|
В зависимости от сложности общий вид основного объекта содержит 1-2 листа чертежей формата А1 (594х841мм). Эти чертежи выполняются в 2-3 проекциях с дополнительными видами, разрезами и сечениями, полностью раскрывающими конструкторский замысел.
На чертеже общего вида ставятся размеры: габаритные, установочные, определяющие относительное положение сборочных единиц. Кроме того, на чертежах общего вида даются техническая характеристика, таблица штуцеров, лазов и люков, технические условия.
На рисунке 3.46 представлен пример чертежа общего вида, а на рисунке 3.47 пример заполнения спецификации.
Единая система допусков и посадок (ЕСДП) для гладких элементов деталей (цилиндрических или ограниченных параллельными плоскостями) с номинальными размерами до 3150 мм установлена ГОСТ 25346–89 и ГОСТ 25347–82 для размеров свыше 3150 мм - ГОСТ 25348–82 и ГОСТ 25349–88 для деталей из пластмасс [6].
ГОСТ 25346–89 устанавливает термины и определения в области допусков и посадок.
Размер – числовое значение линейной величины (диаметр, длина и т.д.) в выбранных единицах.
Действительный размер – размер, установленный измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера, между которыми должен находиться (или которым может быть равен) действительный размер. Наибольший предельный размер – больший из двух предельных размеров. Наименьший предельный размер – меньший из двух предельных размеров [6].
Номинальным называется размер, относительно которого определяют предельные размеры и который служит также началом отсчета отклонений [6].
Верхнее предельное отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Нижнее предельное отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами [6].
|
|
|
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладывают вверх от нее, а отрицательные - вниз.
Допуск – разность между наибольшим и наименьшим предельными размерами. Поле допуска – поле, ограниченное верхним и нижним предельными отклонениями.

Рисунок 3.44 – Технологическая схема
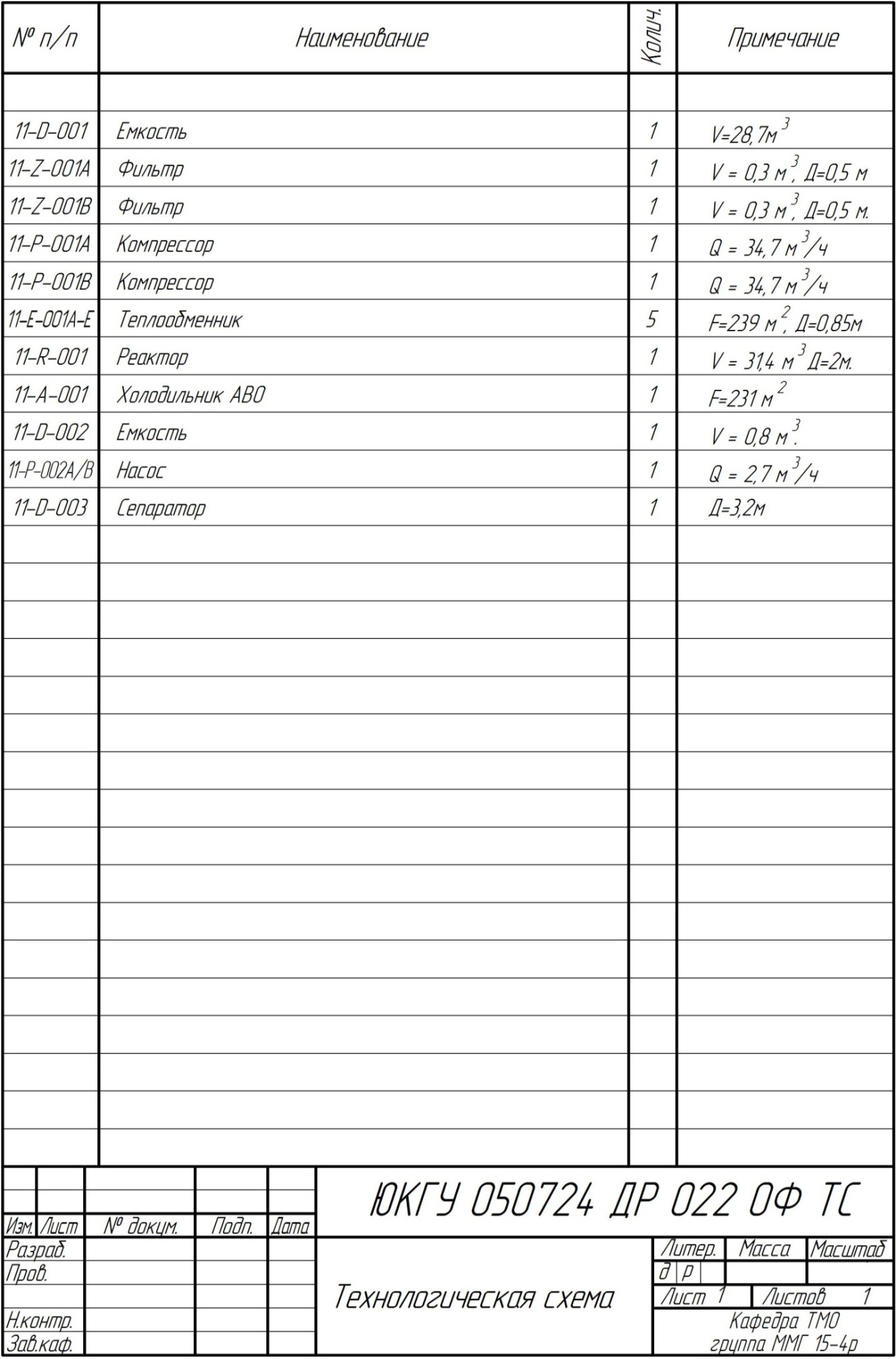
Рисунок 3.45 – Экспликация к технологической схеме

Рисунок 3.46 – Общий вид

Рисунок 3.47 – Спецификация к чертежу общего вида
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. В ЕСДП СЭВ основным является отклонение, ближайшее к нулевой линии.
Отклонение обозначают одной или двумя буквами латинского алфавита: строчными для валов и прописными для отверстий, например: ES – верхнее отклонение отверстия; es – верхнее отклонение вала; EI – нижнее отклонение отверстия; ei – нижнее отклонение вала.
Обозначение поля допуска размера образуется сочетанием обозначения основного отклонения (одна или две буквы) и квалитета (одна или две цифры), которые записываются после номинального размера, например: 40g6; 0,2EF7.

Рисунок 3.48 - Положения полей допусков [6]
Поля допусков неответственных размеров могут быть односторонними (для отверстий – Н; для валов – h) или симметричными (для отверстий - J S; для валов – j s; для размеров, не относящихся к отверстиям и валам – ± IT/2).
Положения полей допусков приведены на рисунок 3.48 [6].
Квалитет (вместо ранее употреблявшегося термина класс точности) – ступень градации значений допусков системы. Каждый квалитет содержит ряд допусков, которые в системе допусков и посадок рассматриваются как соответствующие приблизительно одинаковой точности для всех номинальных размеров. Установлено 20 квалитетов: 01; 0; 1; 2;…;18. Квалитеты 01; 0; 1;...; 5 предназначены преимущественно для калибров.
В таблице 3.4 приведено сопоставление квалитетов ЕСДП с классами точности ОСТ [6].
Таблица 3.4 - Сопоставление квалитетов ЕСДП с классами точности ОСТ
|
|
|
| Квалитет | Класс точности ОСТ | Квалитет | Класс точности ОСТ | Квалитет | Класс точности ОСТ | Квалитет | Класс точности ОСТ | |||||
| Отверстие основное | Вал основной | Отверстие основное | Вал основной | Отверстие основное | Вал основной | Отверстие основное | Вал основной | |||||
| – | 2а | |||||||||||
| 3а | ||||||||||||
| – | 2а | |||||||||||
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 1706; Нарушение авторских прав?; Мы поможем в написании вашей работы!