КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Силы резания и температура при шлифовании
Силы резания и температура играют при шлифовании важную роль. От их значения зависит выбор оптимальных технологических параметров шлифования и качество обработанной поверхности. При шлифовании возникает сила R, величина и направление действия которой определяется конкретными условиями работы. При анализе ее принято раскладывать на три составляющие (рисунок 1.1)
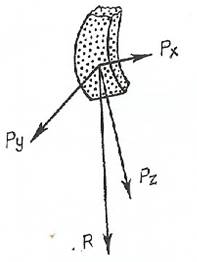
Рx – осевая составляющая, или сила подачи; Рy – нормальная составляющая,
или радиальная сила; Рz – вертикальная составляющая, или главная сила резания
Рисунок 1.1 – Схема сил, действующих на элемент режущий поверхности
инструмента
Знать силы резания необходимо при выборе мощности двигателя станка, при расчете и совершенствовании инструмента, при определении жесткости узлов станка и приспособлений. По характеру изменения сил резания можно косвенно судить о физических явлениях, протекающих в зоне резания.
Силы резания измеряют с помощью динамометров, которые, как правило, содержат тензометрические датчики. Радиальная сила Рy обеспечивает внедрение абразивных зерен в обрабатываемую поверхность и оказывает непосредственное влияние на глубину шлифования и интенсивность съема металла. Она зависит от величины поперечной подачи. При малых значениях последней составляющая Рy невелика, режущие зерна внедряются на небольшую глубину. С повышением поперечной подачи до 0,03 мм/дв.ход глубина внедрения зерен увеличивается. Это усиливает контакт связки с деталью и ее непосредственное участие в формировании поверхности.
С увеличением концентрации алмазов в круге силы резания существенно уменьшаются. Объясняется это изменением суммарной площади контакта участков связки. Аналогичное явление наблюдается при кубонитовом и эльборовом шлифовании инструментальных сталей. Минимальные силы резания возникают при шлифовании эльборовыми и алмазными кругами с использованием зерна 100/80.
При шлифовании кругами на органической Б1 и керамической К1 связках силы резания примерно одинаковы, а кругами на связке М1 – в 3–5 раз больше. Это объясняется тем, что пластичная металлическая связка способна заволакивать зерна сверхтвердых материалов и заполнять углубления на поверхности круга. При этом трение между связкой и обрабатываемым материалом возрастает. У кругов на органической связке Б1 наличие зерен наполнителя карбида бора, которые в определенной степени могут участвовать в резании, уменьшает контактные участки трения связки и обрабатываемого материала и снижает влияние связки на силы резания. У керамических связок К1, К5, С10 из-за их значительной хрупкости рабочая поверхность круга не засаливается, что также содействует снижению сил резания. Контакт с связкой и его влияние на силы резания в большой мере усиливается с увеличением поперечной и в меньшей – продольной подачи. Сила резания при алмазном щлифовании быстрорежущей стали Р18 в 3–5 раз больше, чем при обработке твердых сплавов.
Для характеристики эффективности работы круга наряду с силами Рz, Рy часто пользуются их соотношением, называемым коэффициентом шлифования (коэффициент абразивного резания). Он надежный критерий оценки обрабатываемости различных материалов и эксплуатационных характеристик кругов.
Теплота, которая образуется в процессе заточки инструмента существенно влияет не только на шлифуемость металла, производительность процесса, но и является важным фактором, определяющим качество поверхностного слоя заточенного инструмента, его работоспособность. Особые свойства алмаза как абразивного материала дают возможность резко снизить мощность, необходимую для шлифования, уменьшить количество выделяющегося тепла и температуры. При оптимальных условиях шлифования среднее значение последней значительно ниже, чем при шлифовании абразивными кругами. Для кругов на связке Б2 значение контактной температуры на 100…200 °С выше, чем для кругов на связках Б1, Б3.
Доля тепла, уходящего в круг на керамической связке, – 12,8, органической – 15,2, металлической – 50 %. Соответственно снижается количество тепла, уходящего в изделие.
На рисунке 1.2 показаны изменения температуры по глубине поверхностного слоя детали из ВК6 без применения СОЖ. Наименьшие температуры в зоне шлифования возникают при применении алмазов марки АС2. Различие в температурах в основном объясняется различным состоянием рельефа режущей поверхности.
Теплопроводность эльбора существенно ниже теплопроводности алмаза. Алмазные зерна в силу своей высокой теплопроводности, близкой к теплопроводности серебра, являются мощными теплоотводящими каналами. Это одна из причин того, что при алмазном шлифовании твердых сплавов, неметаллов возникают более низкие температуры, чем при эльборовом или кубонитовом. Сравнительно низкая теплопроводность эльбора скорее способствует концентрации тепла на поверхности контакта, чем его отводу из зоны резания в круг. Как известно, при алмазном шлифовании инструментальных и легированных сталей возникают высокие температуры в зоне обработки. Здесь уже неоспоримое преимущество имеют круги из эльбора и кубонита ввиду большей термостойкости их зерна [2].
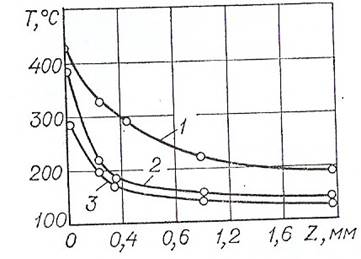
1 – АС6; 2 – АС4; 3 – АС2
Рисунок 1.2 – изменение температуры по глубине поверхностного слоя
детали
|
|
Дата добавления: 2015-07-13; Просмотров: 687; Нарушение авторских прав?; Мы поможем в написании вашей работы!