КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Монтажный проект системы отопления
При производстве монтажных работ необходимы специальные
чертежи, называемые монтажными, по которым на заготовительных
предприятиях изготавливают монтажные узлы, детали и нестандартное оборудование внутренних инженерных систем зданий и сооружений.
Монтажные чертежи разрабатываются на основе проектной документации внутренних инженерных систем зданий и сооружений и архитектурно-строительных чертежей, в которых монтируются эти системы.
Отличительной чертой монтажных чертежей является такая детализация разработки монтажных узлов, которая позволяет изготовить эти узлы в заводских условиях с точностью, близкой к точности изготовления деталей машин. Допускается изготавливать детали трубопроводов с точностью до 2 мм, а узлы - до 4 мм [6].
При разработке монтажных чертежей внутренние инженерные системы зданий и сооружений разделяют на части (монтажные узлы), удобные для перевозки и сборки на объектах строительства. В настоящее время раз-
меры монтажных узлов определяются примерно высотой этажа здания, для которого они предназначены. В трубопроводах систем отопления основным монтажным узлом является так называемый
«этажестояк», который представляет собой часть трубопровода, состоящего из стояка на этаж и подводок к приборам.
Для уменьшения затрат труда на объектах строительства монтажные узлы, состоящие из соединенных между собой деталей,
собираются максимально укрупненными.
Каждому монтажному узлу присваивается индекс, который после изготовления узла наносится на него или на составляющие его детали, если по условиям перевозки узел разделяется на
несколько деталей. Индекс представляет собой шифр, в котором
указывается номер наряда-заказа, стояка и этажа здания, для которого предназначается монтажный узел.
На производстве монтажные чертежи оформляются в виде бланков, на которых в аксонометрической проекции изображается монтажный узел с указанием форм и диаметров участков трубопроводов и всех фасонных частей, а также арматуры в условных обозначениях.
2.1. Расчет заготовительных длин трубопроводов
При составлении монтажных проектов определяются строительные длины участков трубопроводов (Lстр.), а затем монтажные (Lм)
и заготовительные (Lзаг.) длины отдельных деталей, входящих в
этот участок.
Строительная длина участка трубопровода представляет собой
расстояние между осями навернутых фасонных частей.
Строительная длина подводки к нагревательному прибору определяется по формуле

где L - расстояние от оси стояка до середины нагревательного при-
бора, мм;
п - число секций в нагревательном приборе, шт.;
а - ширина одной секции нагревательного прибора, мм (находится по прил. 17);
1 - толщина прокладки между секциями нагревательного прибо-
ра, мм;
10 - часть длины футорки, выступающей из нагревательного
прибора, мм.
Монтажная длина трубопровода меньше строительной длины и
представляет собой длину трубы без навернутых на нее фасонных
частей. Определяется по формуле
LM = Lcmp - X, мм,
где Х- скид на навернутые на трубу фасонные части. Значения скидов
принимаются из соответствующих справочников или прил. 1-14.
Заготовительная длина - полная длина отрезка трубы, из которого изготавливается трубная деталь. Определяется по формуле
Lзаг. = LM ± X, ММ,
где Х- припуск или скид на гнутые трубы, значение которого принимается из соответствующих справочников или прил. 1-14.
Если труба прямая, то заготовительная длина будет равна монтажной:

Разницу между строительной, монтажной и заготовительной
длинами можно проследить на примере (рис. 1).

Рис.1.Трубная заготовка
LM = Lcmp -X уг - Хтр;

где Хуг., Хтр. - скиды соответственно на угольник и на тройник;
Хут, - припуск на утку, вылет которой h.
При конструировании и изготовлении узлов трубопроводов при-
меняются стандартные и типовые детали.
Стандартными называются детали, имеющие постоянные размеры и конфигурацию. К стандартным деталям системы отопления
относятся: сгон, бочонок и др.

Ркс. 2. Стандартные детали: а) – сгон.
Типовыми называются детали, имеющие постоянную конфигурацию и размеры отдельных частей при переменных общих длинах.
К ним относятся: прямой опуск стояка, чердачный опуск, длинная
скоба для подающего стояка и др.

Рис. 3. Типовые детали:а) - прямой опуск стояка;б)-чердачный опуск;
в) - длинная скоба для подающего стояка
2.3. Спецификация материалов
При составлении спецификации материалов (прил. 16) в нее за-
носятся все материалы и детали, необходимые для изготовления и
монтажа данной системы отопления: нагревательные приборы (в м2
и шт.), трубы, муфты, контргайки, угольники, тройники, крестовины, краны, клапаны, футорки, пробки, средства крепления
трубопроводов и нагревательных приборов.
Тип и количество средств креплений нагревательных приборов
выбираются в зависимости от типа нагревательного прибора и материала стен здания [6].
2.4. Последовательность выполнения монтажного
проекта системы отопления
Проект рекомендуется выполнять в следующей последовательности:
- определение вылета уток на подводках к нагревательным при-
борам и в местах присоединения подающего и обратного стояка
к магистралям;
- оформление исходной расчетной схемы;
- разделение схемы на монтажные узлы;
- расчет заготовительных длин деталей трубопроводов;
- заполнение комплектовочной ведомости;
- производство замеров систем отопления;
- подбор средств крепления нагревательных приборов и трубопроводов;
- заполнение спецификации материалов.
2.4.1. Оформление исходной расчетной схемы
Чертится исходная схема стояка системы отопления. При наличии гнутых деталей - уток и скоб - они изображаются развернуты-
ми на 90°. На схеме проставляются все размеры из задания и обозначаются неуказанные резьбовые (контргайки, муфты, угольники,
тройники, кресты, футорки переходные) и сварные детали
(стаканчики и переходы),
Схема выполняется в произвольном масштабе. Футорки на при-
борах не показываются.
2.4.2. Разделение схемы на монтажные узлы
Резьбовые элементы на трубах выполняются в местах присоединения нагревательных приборов, арматуры и соединения узлов, а
стаканчики - только в местах соединения узлов.
Затем система разделяется на радиаторные узлы и межэтажные
вставки. Производится их нумерация. Радиаторный узел представляет собой нагревательный прибор с присоединенными к нему под-
водками.
Разбивка на узлы производится исходя из особенностей монтажа
данной системы. При этом следует учитывать следующее:
1) длина радиаторного узла должна составлять около трех мет-
ров - исходя из условий транспортировки;
2) размер заготовительных длин деталей трубопроводов должен
быть не более 4м- исходя из условий изготовления деталей на за-
воде;
3) узлы трубопроводов необходимо принимать такими, чтобы в
период монтажа не пришлось отсоединять отдельные детали, а за-
тем вновь их присоединять;
4) необходимо стремиться к тому, чтобы было максимальное количество однотипных узлов и деталей.
Узлы нумеруются по порядку вне зависимости от величины и
количества входящих в них деталей. Если все размеры узлов совпадают и они состоят из одних и тех же деталей, то им присваиваются
одинаковые номера.
2.4.3. Заполнение комплектовочной ведомости
Форма и пример заполнения комплектовочной ведомости приведены в прил. 15. В графе «эскизы узлов» чертятся в аксонометрии
по порядку все узлы, на которых указываются номера деталей трубопроводов, строительные длины и диаметры труб. Если диаметры
и размеры деталей из труб одинаковы, то вне зависимости от того, в
каком узле они находятся, им присваивается один и тот же номер.
Такая деталь в следующих узлах комплектовочной ведомости в раз-
деле «детали» приводится, но без эскиза.
При компоновке узлов применяются сгоны (прил. 2), которые
устанавливаются возле арматуры, в местах разделения узлов, при
присоединении подводок к нагревательным приборам и в других
случаях.
Производя деталировку узлов трубопроводов, необходимо при-
менять максимальное количество типовых и стандартных деталей.
Нумерация деталей - сквозная, начиная с первого и до последнего узла.
В графе «эскиз детали» чертятся детали, на которых указываются: монтажные длины; обработка концов труб (короткая резьба обозначается КР, длинная резьба - ДР, гладкий конец под сварку - С
или БР); если конец трубы фрезеруется для Т-образного соединения
трубопроводов, то в этом месте ставится стрелка перпендикулярно
детали с указанием диаметра присоединяемой трубы; сверловка
труб - в этом месте ставится стрелка с указанием диаметра присоединяемой трубы; вылет утки и длина стаканчика. На деталях чертятся фасонные части, которые будут на них навернуты,
Длина стаканчика на трубах принимается 60 мм., который изготавливают сечением на один диаметр больше. Поэтому
стаканчик принимается за отдельную деталь.
Графы 8 и 9 комплектовочной ведомости (прил. 15) заполняются
после определения заготовительных длин деталей.
2.5. Пример выполнения монтажного проекта
системы отопления
Выполнить монтажный проект системы отопления, приведенный
на рис. 4.
Исходные данные: нагревательные приборы МС-140 с количеством секций, указанных на схеме; нагревательные приборы установлены на гладкой стене. Соединение труб на сварке. Строительные
размеры и диаметры труб указаны на схеме стояка.

Рис. 4. Схема стояка системы отопления с разбивкой на узлы
Решение:
Определяем вылет утки на подводке к нагревательному прибору

Рис. 5
 ММ.
ММ.
Нагревательные приборы присоединяются к стояку с помощью
утки, вылет которой равен 60 мм.
Определяем вылеты уток в местах присоединения подающего и
обратного стояков к магистралям.
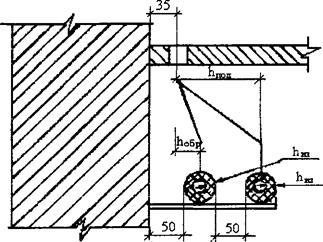
Рис.6 Узел присоединения подающего и обратного стояков к магистральным трубопроводам
Толщина изоляции = 30 мм
Наружный диаметр трубы Ду = 32 мм равен Дн = 38,4x3,2.
2.5.1 Пример выполнения монтажного проекта
системы отопления (вид соединения трубопроводов сварка).
Производим разбивку стояка (рис. 4) на монтажные узлы, их нумерацию и расчет.
Выполняем нумерацию деталей монтажного узла 1.
Узел 1

Рис. 7
Принимаем конструктивно в узле 2 (см. рис. 7) расстояние от оси
нижней подводки до среза отвода равным 100 мм.
Принимаем конструктивно заготовительные длины следующих
деталей:
деталь 1, Д = 32 мм, lзаг1 = 500 мм;
деталь 2, Д = 20 мм, lзаг2 = 120 мм;
деталь 3, Д = 15 мм, lзаг3 = 50 мм;
деталь 4, Д = 20 мм, сгон, lзаг4 = 110 мм.
деталь 16, Д = 25 мм, стаканчик, lзаг16 = 60 мм.
Монтажная и заготовительная длины детали 5 составят:
lм.5=1200-100-Хукл - lзаг16 + Хст-Хм- lзаг4-Хв-lзаг2-Хсв=
1200-100-10-60+10-6-110-75-120-20=699 мм;
lзаг5=lм.5+(Y·hпод-2·Х)=699+(0,466·212-2·5)=787 мм.
где Хст - припуск на стаканчик;
Хм - скид на муфту (прил. 4);
Хв - скид на клапан типа 15 К 4 18 К (см. прил. 1);
Хут. - припуск на утку (прил. 10,12, 13); Хут. = (У·h - 2·Х);
У и Х - коэффициенты, зависящие от угла гнутья труб и их диа-
метра (прил. 13).
Узел 2
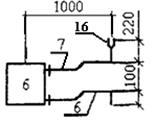
Рис.8
Выполняем нумерацию деталей узла 2. Определяем строительную длину подводки
n(а+1) 6(98+1)
Lстр.под = L-(-------------- +10) = 1000-(------------- -10)=693
2 2
Принимаем конструктивно расстояние от среза стаканчика до
оси верхней подводки равным 220 мм.
Находим монтажные длины деталей 6 и 7.
Lм.6,7= Lстр.по + Хутк =693+10=703
Определяем заготовительные длины деталей:
Lзаг.6= Lстр.под – Хотв +Хутк + 100 =703-30+17+100=790 мм
Lзаг.7= Lстр.под – Хотв +Хутк + 220- lзаг16 =703-30+17+220-60=850
Хут. = (У·h - 2·Х)=(0.414·60-2·4)=17 мм
где Хотв - скид на отвод (прил. 9);
Хф - припуск на футорку, принимается равным 10 мм.
Выполняем нумерацию деталей монтажного узла 3.
Узел 3

Конструктивно принимаем монтажную длину горизонтального
участка равной 150 мм.
Монтажная длина вертикального участка составит
Lм.8=3500 –500-220 + Хст -2Хукл =3500-500-220+10-2 ·10=2770
Lзаг.8= Lм.8– Хотв +(150- lзаг16) =2770-30+150-60=2830
где Хукл. - скид на уклон подводки;
3500 - расстояние между осями подающих (обратных) подводок
1-го и 2-го или 2-го и 3-го этажей;
500 - расстояние между осями ниппельных отверстий нагрева-
тельного прибора.
Выполняем нумерацию деталей монтажного узла 4.
Узел 4
|
Определяем строительную длину подводки

Находим монтажные и заготовительные длины деталей 9 и 10.
Lм.9= Lстр.под + Хф -90- lзаг16 + Хст =643+10-90-60+10=513мм
Lм10.= Lстр.под + Хф =643+10=653мм
Lзаг.9= Lм.9+Хутк - 150 =513+17=530 мм
Lзаг.10= Lм.10– Хотв +Хутк + 220- lзаг16 =653-30+17+220-60=800мм
Узел 5

Рис.11
Выполняем нумерацию деталей монтажного узла 5.
Определяем строительную длину подводки

Находим монтажные и заготовительные длины деталей 11 и 12.
Lм.11= Lстр.под + Хф -90- lзаг16 + Хст =594+10-90-60+10=464мм
Lм12.= Lстр.под + Хф +(250- lзаг16)=594+10+(250-60)=794мм
Lзаг.11= Lм.11+Хутк =464+17=481 мм
Lзаг.12= Lм.12 +Хутк =794+17=811мм
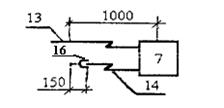
Рис.12
Находим монтажные и заготовительные длины деталей 13 и14.
Lм.13= Lстр.под + Хф +250 + Хст =643+10+250+10=913мм
Lм.14= Lстр.под + Хф -90- lзаг16 + Хст =643+10-90-60+10=513мм
Lзаг.14= Lм.14+Хутк =513+17+=481 мм
Узел 7

Рис.13
Выполняем нумерацию деталей трубопроводов монтажного
узла 7. Детали 1, 2, 3, 4 имеют такие же размеры, как и в узле 1, а
потому имеют один и тот же номер.
Монтажная и заготовительная длины детали 15 равны
lм.5=1200-100-Хукл - lзаг16 + Хст-Хм- lзаг4-Хв-lзаг2-Хсв=
1200-100-10-60+10-6-110-75-120-20=699 мм;
lзаг5=lм.5+(Y·hпод-2·Х)=699+(0,466·64-2·5)=719 мм.
После определения заготовительных длин деталей трубопроводов
заполняем комплектовочную ведомость (прил. 15),),
подбираем тип и количество креплений нагревательных приборов и
составляем спецификацию материалов (прил. 16).
2.5.2 Пример выполнения монтажного проекта
системы отопления (вид соединения трубопроводов на резьбе).

Исходные данные: нагревательные приборы MC-14O с количеством секций, указанных на схеме; нагревательные приборы установлены в нише глубиной h = 65 мм. Соединение труб- на резьбе. Строительные размеры и диаметры труб указаны на схеме стояка.
Решение
Определяем вылет утки на подводке к нагревательному прибору.

hутки=35+65-25-Нпр/2= 35+65-25- 140/2=5мм.
При таком вылете утки нагревательные приборы устанавливаем на расстоянии 30 мм от поверхности стены, подводка выполняется без утки.
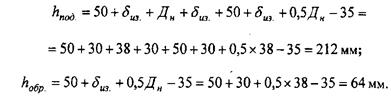
Определяем вылет утки в месте присоединения обратного стояка к магистрали.

Узел присоединения обратного стояка к магистрали
Толщина изоляции hиз= 30 мм.
Наружный диаметр трубы Д, = 25 мм равен: Дн = 31хЗ,2
hутки= 50+hиз+0,5* Дн -35= 50+30+0.5x31-35= 60,5 =61мм.
Производи разбивку стояка на монтажные узлы, их нумерацию и расчет
Узел № I
Вы полняем нумерацию деталей монтажного узла № I.

Узел № I
Принимаем конструктивно заготовительные длины следующих
деталей:
деталь № I Ду = 25 мм, Lзаг. I=500 мм;
деталь № 2 Ду = 15 мм, L Заг. 2=120 мм;
деталь № 3 Ду = 15 мм, сгон,L заг. 3=110 мм;
деталь № 4Ду = 15 мм, L заг. 4=500 мм;
деталь № 6 Ду = 15 мм, бочонок, L заг. 6=50 мм;
Определяем монтажную длину детали № 5:
Lм.5.=1400-Хсв.- L Заг. 2-Хкрана- L заг. 3-2Хм.с.- L заг. 6-Хкр
=1400-15-120-52-110-2*5-50-17=1026 мм;
L заг. 5= Lм.5+Хутк.= Lм.5+(Yhутк-2Х)=
1026+(0,414*61-2*4)=1043 мм,
Где Хсв. –скид на сварное соединение(см.прил. 5);
Хкран -скид на кран 11 ч 6 бк (см. прил. 1);
Хм.с. –скид на муфтовое соединение(см.прил. 4);
Хкр. -скид на крест прямой;
Хутк. -припуск на утку (прил. 10,12, 13); Хут. = (У·h - 2·Х);
У и Х - коэффициенты, зависящие от угла гнутья труб и их диа-
метра (прил. 13).
.
Узел № 2

Выполним нумерацию деталей монтажного узла № 2.
Определяем строительную длину подводки:
Lстр.под=L-((n(a+1)/2)-10)=800-((8*(98+1)/2)-10)=394 мм.
Принимаем конструктивно заготовительные длины следующих деталей:
деталь № 2 Ду = 15 мм, Lзаг. 2=110 мм;
деталь № 4 Ду = 15 мм, L Заг. 4=110 мм;
Находим заготовительные длины деталей № I и № 3:
Lзаг. I= Lстр.под+Хф- Lзаг. 2-Хкрана-Хм.с.- L заг. 4-Хкр=
=394+10-110-37-5-110-17=125 мм.
Lзаг. 3= Lстр.под-Хкр - Lзаг. 4-Хм.с+Хф = 394-17-110-5+10=272 мм
Хкрана. –скид на кран двойной регулировки;
Хф -припуск на футорку, принимается равным 10мм.;
Узел № 3

Выполняем нумераций деталей монтажного узла № 3.
Определяем строительную длину подводки:
Lстр.под=L-((n(a+1)/2)-10)=800-((7*(98+1)/2)-10)=444 мм.
Принимаем конструктивно заготовительные длины следующих деталей:
деталь № I Ду = 15 мм, сгон, Lзаг. I=110 мм;
деталь № 4 Ду = 15 мм, сгон, L Заг. 4=110 мм;
деталь № 6 Ду = 15 мм, бочонок, L заг. 6=50 мм;
Находим заготовительные длины деталей № 2, № 3 и №5:
Lзаг. 2= Lстр.под+Хф- Lзаг. 1-Хкрана-Хкр=444+10-110-37-17=290 мм;
Lзаг. 3=500-2 Хкр=500-2*17=466 мм;
Lзаг. 5= Lстр.под+Хф-Хкр=444+10-17=437 мм.
Принимаем заготовительные длины деталей № 2 и №5 соответственно 290 мм и 437 мм.
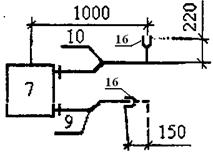
Узел № 4
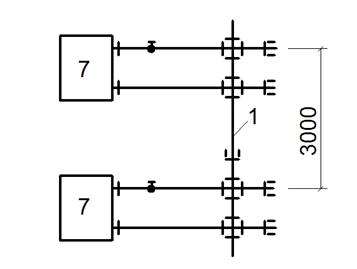
Монтажный узел №4 состоит из одной детали № 1.
Определяем заготовительную длину детали № 1:
Lзаг. 1= 3000-500-2Хкр Хм.с - Lзаг. 4=3000-500-2*17-5-110=2351 мм,
Где 3000 -расстояние между осями подающих (обратных) подводок 1-ого и 2-ого или 2-ого и 3-ого этажей;
500 -расстояние между осями ниппельных отверстий нагревательного прибора;
Lзаг. 4 -заготовительная длина детали №4 узла №3,
Lзаг. 4 =110 мм.
Узел № 5

Определение заготовительных длин деталей № 1-5 (см. узел №3).
Узел № 6

Выполняем нумерацию монтажного узла № 6.
Принимаем конструктивно заготовительные длины следующих
деталей:
деталь № I Ду = 15 мм, Lзаг. I=120 мм;
деталь № 2 Ду = 15 мм, сгон,L Заг. 2=110 мм;
деталь № 4 Ду = 25 мм, L заг. 4=500 мм;
Определяем монтажную длину длину детали № 3:
Lм.3.=800-Хсв.- L Заг. 1-Хв- L заг. 2-Хм.с.+3000- L заг. 2-Хкр-Хм.с.
=800-15-120-65-5+3000-110-17-5=3200 мм,
Где 800 -расстояние от оси подающей магистрали до оси гнутья;
Хв -скид на муфтовый клапан 15 кч 18 к;
3000 - расстояние от оси подающей подводки к нагревательному прибору до оси гнутья.
Определяем заготовительную длину детали № 3:
Lзаг.3= Lм.3.-Хп.о.=3200-4=3196 мм,
Где Хп.о -скид на полуотвод при радиусе гнутья R =50.
После определения заготовительных длин деталей трубопроводов заполняем комплектовочную ведомость (приложение 15 А)., подбираем тип и количество креплений нагревательных приборов и составляем спецификацию материалов (приложение 16 А).
|
|
Дата добавления: 2017-01-14; Просмотров: 3162; Нарушение авторских прав?; Мы поможем в написании вашей работы!