КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство слябов и листового проката
|
|
|
|
Производство блюмов и сортового проката
Исходными заготовками при производстве сортового проката или листов являются слитки. Перед прокаткой слитки подогревают до температуры 1300оС.
На рисунке 1 приведена схема производства сортового проката.
Исходные заготовки – стальные слитки массой до 60 т – нагревают в нагревательных колодцах 1 и подают на слитковоз, который привозит и укладывает слиток 2 на приемный рольганг блюминга 3, после прокатки на котором получают полупродукт квадратного сечения (от140х140 до 400х400 мм), называемый блюмом 4. Блюм, двигаясь по рольгангу, проходит машину огневой зачистки, где производится зачистка поверхностных дефектов, и подается к ножницам, где режется на мерные заготовки. Далее блюм поступает, иногда после дополнительного нагрева, на заготовочный стан 5, где производится прокатка на блюмы сечением от 50х50 до 150х150 мм и затем непосредственно на сортопрокатный стан. Для получения требуемого профиля заготовка проходит ряд клетей.
На рисунке 1 представлено полунепрерывное расположение клетей сортопрокатного стана. В первой группе (7, 8,9) заготовка прокатывается непрерывно, т.е. находится в них одновременно, а во второй группе (10, 11) осуществляется последовательная прокатка.

Рисунке 1 Схема прокатного производства сортового проката:
1 – нагревательный колодец; 2 – слиток; 3 – блюминг; 4 – блюм;
5 – заготовочный стан; 6 – блюм меньшего сечения; 7, 8, 9, 10, 11 – клети сортопрокатного стана
Полученный прокат требуемого профиля разрезают на заданную длину, охлаждают, правят в холодном состоянии, обрабатывают термически и удаляют поверхностные дефекты.
Исходными заготовками при производстве сортового проката или листов являются слитки. Перед прокаткой слитки подогревают до температуры 1300оС.
|
|
|
На рисунке 1 приведена схема прокатки листов.
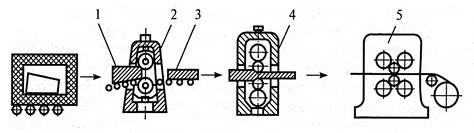
Рисунке 1 Схема прокатного производства листового проката:
1 – слиток; 2 – слябинг; 3 – слябы; 4 – рабочая черновая клеть;
5 – рабочая чистовая клеть
Нагретый слиток 1 массой до 50 т подается на обжимной универсальный стан – слябинг 2 для прокатки в слябы 3, которые имеют прямоугольное сечение размером от 90х1000 до 250х1800 мм и длиной 1,5…5,5 м. Процесс прокатки на слябинге в основном аналогичен процессу прокатки на блюминге. После 15…21 проходов металл поступает в машину огневой очистки для зачистки поверхностных дефектов, затем его транспортируют к ножницам и далее – на листовые станы. Листовые станы состоят из двух рабочих клетей – черновой 4 и листовой 5, расположенных друг за другом. По выходе из чистовой клети толщина листа достигает 4 мм, затем листы подвергают охлаждению, правке в листоправильных машинах, обрезке боковых кромок и резке на мерные длины или сматывают в рулон.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 1312; Нарушение авторских прав?; Мы поможем в написании вашей работы!