КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Экономические факторы обработки резания
|
|
|
|
Время необходимое для обработки одной заготовки называется штучным временем.
 tшт=tо+ tв+ tоб+ tп
tшт=tо+ tв+ tоб+ tп
tо – основное (технологическое или машинное) время, то есть время, затраченное на работу резания, в процессе которого идет изменение размеров, формы, свойств обрабатываемой заготовки.
tв – вспомогательное время необходимое для включения и выключения станка, подачи, установку и снятие заготовки.
tоб – время обслуживания рабочего места и поддержание оборудования, приспособлений, инструментов в рабочем состоянии.
 tп – время на отдых рабочего, то есть время регламентированных перерывов, отнесенное к одной заготовке.
tп – время на отдых рабочего, то есть время регламентированных перерывов, отнесенное к одной заготовке.
Производительность Q работы за определенный промежуток времени об-ратно пропорциональна штучному времени.
Т – прдолжительность определенного отрезка времени (смена и т.п.) в единицу штучного времени tшт.
Сумма tо+tв – называется оперативным временем и составляет до 90% штучного времени. Снижение его оперделяет возможность повышения производительности.
Сумма tоб+tп – называется дополнительным (прибавочным) временем, и определя-ется по нормативам.
 Lp - длина расчетного пути инструмента
Lp - длина расчетного пути инструмента
i – число рабочих ходов (проходов)
n – число оборотов шпинделя
So – подача на оборот.
Основное технологическое время топри резании определяется как частное от деления расчетного пути на скорость относительного перемещения инструмента и заготовки.
Расчетный путь Lp помимо длины обрабатываемой части заготовки включает дополнительное перемещение на врезание и перебег инструмента.
 l1 – путь врезания инструмента
l1 – путь врезания инструмента
l – длина обрабатываемой части заготовки
l2 – перебег инструмента






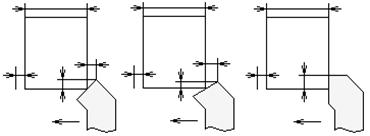 |
Врезание зависит от конфигурации инструмента и глубины резания.
|
|
|


 Величина перебега определяется габаритами инструмента и заготовки. Она нужна для гарантированного окончания обработки заданной поверхности.
Величина перебега определяется габаритами инструмента и заготовки. Она нужна для гарантированного окончания обработки заданной поверхности.


 z – глубина припуска,
z – глубина припуска,
 t – глубина резания,
t – глубина резания,
 i – число рабочих ходов (проходов).
i – число рабочих ходов (проходов).
Cкорость резания V тем больше, чем больше глубина



 резания.
резания.
 Основное (машинное) время уменьшается с ростом элементов режима резания, то есть с ростом скорости резания, увеличением подачи и глубины резания. В идеале число рабочих ходов i равно единице.
Основное (машинное) время уменьшается с ростом элементов режима резания, то есть с ростом скорости резания, увеличением подачи и глубины резания. В идеале число рабочих ходов i равно единице.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 282; Нарушение авторских прав?; Мы поможем в написании вашей работы!